浙江车床夹具液压夹具
加工中心夹具的设计原则及缺陷描述对于加工中心夹鱼而言,其多是直接落工工作合,以下艺安排为依据对工作台的使里加以理解,使且能更好地配合工艺,准确定位工件:夹紧力的大小应调整为比较好状态,夹具本体要具备足够的刚性,这样可以适当弥补加工件设计的刚性缺陷,顺利完成切削工作。值得注意的是,必要时可合理安装防误机构,这是因为盘米零件的槽距离两侧端面和内孔的深度不一,有效避免端面加工时取反而报废丅件[11。通常夹单定位时使用的面会较多接触工件,因此在设计过程中应对常规磨损进行充分考虑,并在加工时能准确快速地更换;或者是在平堂使用中选用特殊的材料,和用淬火笔执外理方式来增加材料硬度塑性,尽量用少的设计费用达到比较好的加工精度要求。一般1台机床拥有2个夹具,每一夹具都可装夹2个工件,并且2个夹具的构成元相同,多是利用手工操作的方式进行工件上下料,并通过液压控制夹具的形式对元件的动作进行执行。在实际执行过程中往往会出现一些问题,尤其是动作顺序不够正确,夹紧丅件时压板油缸的夹紧动作明显落后干夹具辅助支撑的顶出,这样夹紧工具后会出现弯曲变形情况,当工件放松后弹性变形复原,影响铣削平面度的效果。液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。浙江车床夹具液压夹具

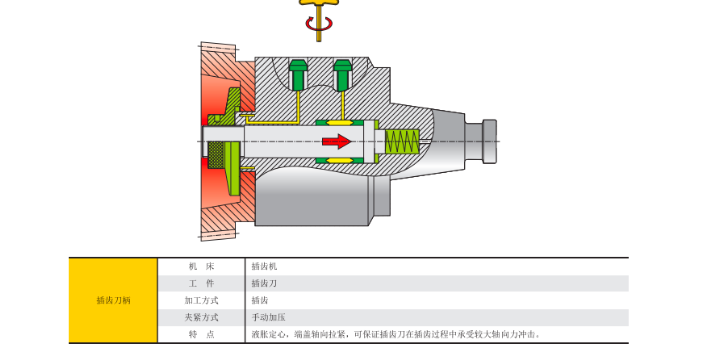
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。浙江车床夹具液压夹具在剃齿加工中,越来越高的产品质量要求使得液压夹具被更多的应用到这类加工中。

液压螺母工作原理液压缸位于螺栓中轴线的位置,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量。而正是螺栓的这种拉伸量决定了螺栓紧固所需的夹紧力。当液压螺母被加压后,螺栓受到拉伸,同时液压螺母和结合面紧贴。从而将螺栓的轴向形变锁住,也就是将剩余螺栓载荷锁在螺母里。很多连接面之间都配有密封垫。密封垫只有在连接面被压紧时才起作用,因此连接面始终保持被夹紧的状态就显得尤其重要了。对螺栓施加的载荷与液压缸中的油压成正比关系,这样的设计能够非常精确地留住有效载荷。由于载荷直接施加在螺栓上,且所有作用力都用于螺栓拉长,因此载荷产生所需的空间可以达到小。液压螺母特点1.由于采用超高压液压系统,液压螺栓的尺寸与原有传统螺母匹配,无需修改原有螺栓副设计2.无需扳手及套筒的空间,螺栓副的尺寸更紧凑;3.螺杆工作与纯拉伸状态,同尺寸螺杆可提供20%-30%更多的出力贡献,螺栓副更安全;4.通过液压拉伸螺栓,预定载荷更精确,紧固更可靠;5.采用目前国际上**的聚氨酯/金属复合密封的整体密封结构,密封部件少,密封形式兼顾低压、高压和超高压密封,特别适于超高压状态下工作;
目前,各工厂自动化的要求越来越高,在工装设计中,手动压紧的夹具逐渐淘汰,液压及气动夹具的应用越来越,那么液压夹具如何设计?我们走进液压夹具。(下图为制动钳加工用液压夹具)液压夹具的设计流程:1、总体方案的制定;2、定位压紧的设计;3、控制阀的选择及油路的设计;4、液压缸类型规格的选择;5、泵站附件的选择;6)系统连接。以制动钳加工用液压夹具为例,介绍一下液压夹具的组成。1、泵站采用可变容量油泵。2、控制阀的选择。控制油缸方向的电磁换向阀、限制系统压力的溢流阀、控制系统动作的顺序阀以及减压阀。根据实际需要选择合适的阀门组合。3、油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。4、液压缸类型规格的选择。常用的油缸多为摆动式的,有两种基本类型,一种为双油路控制的油缸,另一种为单油路控制并靠弹簧力复位的油缸(单动型推式夹紧器)。油缸的尺寸大小由夹紧力决定。压板有双向压板和单向压板两种,确定压板时应考虑支点间距,以免影响夹紧力。根据设计要求,本夹具的液压系统最大工作压力7MPa,流量为20L/min。控制油缸方向电磁换向阀、限制系统压力溢流阀、控制系统动作顺序阀及减压阀。根据实际需要选择阀门组合。
在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较佳的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是比较适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。液压组合夹具可实现多工位的装夹,提高工作生产率。相比机械夹具,液压夹具的前期投入成本较高,需配套动力单元,然而从长远来看,这项投资是有意思的。在今后产品换型只需要作简单的调整布局又可以满足生产需求。液压夹具的存在可以让力的作用得到很大的发挥,工作原理也比较简单,但是对于不同的,设计上还是有所不同。重庆内涨夹具液压夹具
属同的夹具,有不同的夹紧原理不同的机构,需求的夹紧力也有差别。所以要详细问题详细剖析。浙江车床夹具液压夹具
液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。浙江车床夹具液压夹具