广东不锈钢301扭簧送货上门
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。玖胜专注耐疲劳弹簧制造多年,一站式贴心服务。广东不锈钢301扭簧送货上门
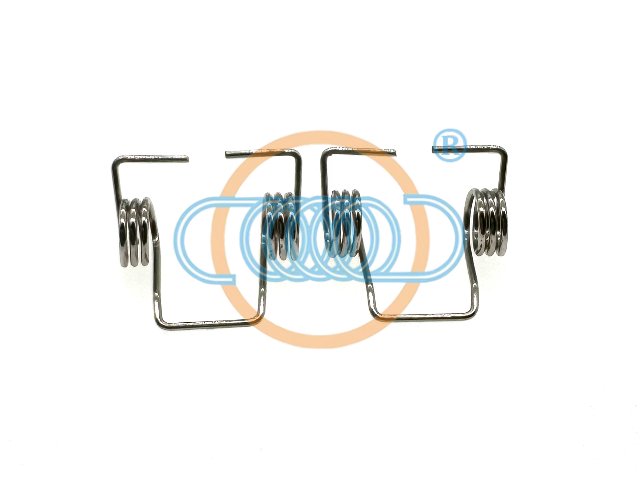
扭簧失效的原因1. 断裂扭簧断裂是一种常见的失效模式。其主要原因是由于材料的疲劳、应力集中、过底频率或不适当的设计等引起。断裂的位置通常处于扭簧的中间部位或其连接处。2. 变形扭簧变形是指扭簧在使用过程中由于各种力的作用造成的形变而导致的失效。受力过大、不均匀或不合理、不适当的制造和设备设计、应力集中等因素都可能导致扭簧变形。3. 疲劳扭簧使用时间过长,会产生疲劳现象,导致扭簧弹性下降并失效。在设计和选择扭簧时,需要考虑材料的寿命和使用寿命等因素,以减少疲劳对扭簧的影响。广东不锈钢301扭簧送货上门东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。
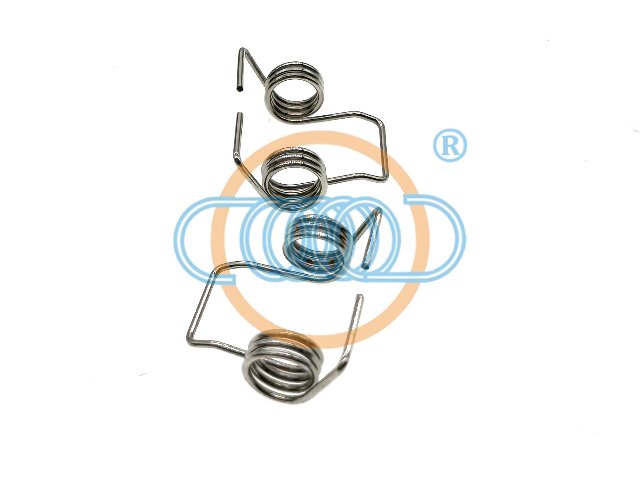
扭转弹簧的主要参数:弹簧线径d:这个参数是扭转弹簧的直径,d越大则表示扭转弹簧比较粗;心轴最大直径Dd:这个参数是扭转弹簧在工业应用中比较大的直径,这个直径的差值上下不能超过百分之二;内径Di:扭转弹簧的内径就是外径的大小然后去掉两个线径d,内径在扭转弹簧工作的时候可以小刀心轴直径,内径的差值上下不能超过百分之二;外径De:内径Di加上两个线径d就是外径,外径在扭转弹簧工作的时候会逐渐变小,公差一般在百分之二的基础之上增加或者减少0.1毫米;自然长度L0:这个参数是扭转弹簧不使用时的长度,工作后会减少,公差在百分之二;支承长度Ls:这个参数指的是从扭转弹簧的圈身中轴到弹簧支承的长度,公差在百分之二;比较大扭转角度An:这个参数是指扭转弹簧的极限,能扭转的比较大角度,公公差在上下十五度;最大负荷Fn:这个参数值得是扭转弹簧能制成的比较大力,公差在百分之十五;最大扭矩Mn:最大允许扭矩,公差在上下百分之十五;弹簧刚度R:这个参数值得是弹簧工作时的阻力,公差在百分之十五;知道了以上的参数并且都设置好之后,才能知道扭转弹簧能发挥多大的作用,扭转弹簧主要是利用弹性进行工作的,扭转弹簧一般是由弹簧钢制作而成,可以控制一些机件的运动
弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。

扭转弹簧是一种常见的机械弹簧,广泛应用于各个领域。它具有多种应用方式和尺寸规格,可以用于普通应用、衣物别针、有夹子的笔记本、后挡板和车库门等多种场景。此外,扭转弹簧还可应用于铰链、平衡体和握柄复位装置等部件中。 在使用扭转弹簧时,我们需要根据旋向对其施加负荷,建议不要从自由位置以外的位置旋转弹簧,以避免损坏。同时,我们还需考虑到弹簧旋转时直径变短、黄体变长的特性,这对设计空间有一定限制,需要在设计过程中加以考虑。 扭转弹簧在有杆或管支撑时具有更好的工作性能,设计时需考虑摩擦和力臂偏移对扭矩的影响。因此,在应用扭转弹簧时,我们需要综合考虑材料选择、弹簧形状和工作环境等因素,以确保其稳定可靠的工作性能。 总之,扭转弹簧是一种多功能的机械弹簧,具有广泛的应用领域和尺寸规格。它可以应用于普通用途,也可以用于一些特殊场景。在设计和应用过程中,我们需要根据具体需求进行选择,并注意弹簧的旋向、尺寸变化和工作支撑等因素。通过合理的设计和选择,扭转弹簧能够发挥出良好的性能,满足不同应用需求。精密弹簧生产厂家,玖胜五金弹簧值得信赖,品类齐全。广东环保型扭转弹簧有哪些公司
玖胜拉伸弹簧的定制化服务能够满足客户特殊的需求和规格。广东不锈钢301扭簧送货上门
扭簧是一种用于机械装置和电子设备中的重要弹性元件。为了保证扭簧的质量和性能,需要进行一系列的加工工艺流程。一、准备工作阶段。在进行扭簧的加工之前,需要进行一些准备工作。1.确定材料和工具:首先,加工人员需要根据设计需求确定所需的扭簧材料,如钢丝等,并准备所需的工具,如扭簧机、切割机等。2.检查材料:对于每次加工,都需要对材料进行检查,确保材料质量符合要求。3.调整扭簧机:根据所需的扭簧规格和材料特性,需要对扭簧机进行必要的调整,以确保加工出来的扭簧符合要求。在完成准备工作后,即可开始进行扭簧的加工.1.切割材料:首先,需要使用切割机将钢丝切割成所需长度,并确保钢丝两端平整。2.扭制:接下来,将钢丝固定在扭簧机上,并选择所需的扭簧规格,开始进行扭制,在扭制的过程中,需要根据材料特性和扭簧规格进行必要的调整,以保证扭簧质量。3.热处理:扭簧加工完成后,需要进行热处理,以提高扭簧的弹性和硬度。热处理的温度和时间需要根据扭簧材料和规格进行调整。4.喷漆:为了保护扭簧表面,并增加美观度,需要对扭簧进行喷漆处理,在喷漆之前,需要进行表面处理,以去除任何杂质和油污。广东不锈钢301扭簧送货上门
上一篇: 广东不锈钢扭簧加工厂商
下一篇: 东莞琴钢线压缩弹弓有哪些公司