吉林松下PLC编程外包质量
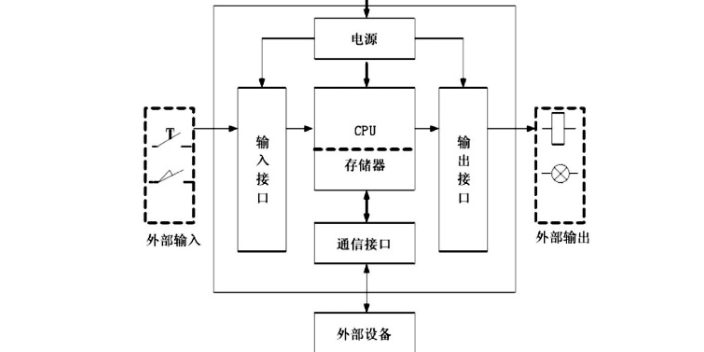
S7-200PLC的硬件结构及系统构成、安装与接线学习1、学习什么内容?重点学习什么内容?(1)PLC的硬件结构(2)PLC的系统构成及CPU和模块参数(3)PLC的选型,安装及接线(重点)2、如何进行学习(学练结合)(1)学习S7-200从入门到精通的章内容(2)PLC是技术是一门实践性很强的技术,所有需要用于一台PLC,熟悉PLC的硬件结构,练习PLC与设备的接线链接。建议使用技成学习机箱进行练习,学习机箱是一款学习PLC技术的很好的DIY设备。从组装到接线全需自己动手。3、学习完后所需要达到的效果(1)能够根据控制要求完成项目中PLC的选型。(2)能够根据所选择好的PLC及控制要求,进行PLC接线图的设计,并完成PLC的安装及控制柜的接线安装。4、测试题目有一项目,项目中指示灯、电磁阀、中间继电器等统计后有15个,开关,按钮,接近开关等输入信号统计后有20个,测温用PT100热电阻有2个,0到10V的压力传感器有3个,系统中还有两个步进电机,一个变频器,变频器与PLC使用MODBUS通信的方式进行控制,变频器的运行频率,及步进电机的运行速度,启动信号等可以在触摸屏上进行控制与显示。试对控制系统的PLC进行选型,并同时画出PLC的接线图。能够为您提供高质量及稳定性好的PLC控制系统,同时还提供设备制造合约的综合外包服务。吉林松下PLC编程外包质量

初学时可以编一些简单的梯形图,如触点的与、或、输出等,在PLC的机器里运行一下。成功了就会增加你学习的兴趣、和信心。然后再把PLC的主要功能逐个运用一次,比如高速计数器,你可以用PLC本身的脉冲输出端接到高速计数器的输入端,下载编好的梯形图,打开变量观察窗口,运行程序,观察计数的值是否正确。经过了这样的实践,你基本上知道PLC到底能做哪些事情了,在实际的工控应用中就能做到胸有成竹了。.电工原理和电机原理一定要懂,简单的就记背也要背下来,比如马达容量KWA,正反转,星三角接线,电线容量。电阻,电感,电容的特性等.液压和气动也要掌握,比如压力换算,压力和电流的比例换算,这在有压力控制上都要用到.电线截面要会看,线拿到手就知道几平方的,还有什么电器上该用什么线,比如马达就用线的。根主线根接地。从变频器上出来的要用屏蔽线。.机修也要会做,特别是螺丝,一看就知道用几的内角扳手或外六角扳手(别小看了它,平常维修固定螺丝是少不了它的,这样能节约时间),简单的如红绿灯,控制小车走等.做人要会做,要谦虚,不可能你样样都会。.心态要好,保持一颗平常的心.平常要多干,就是在苦在累也要,这样技术才能学到手能解决实际问题。沈阳三菱PLC编程外包公司协豪科技素质优良、分工明确、配合紧密、团结向上,PLC程序开发外包就选协豪科技。
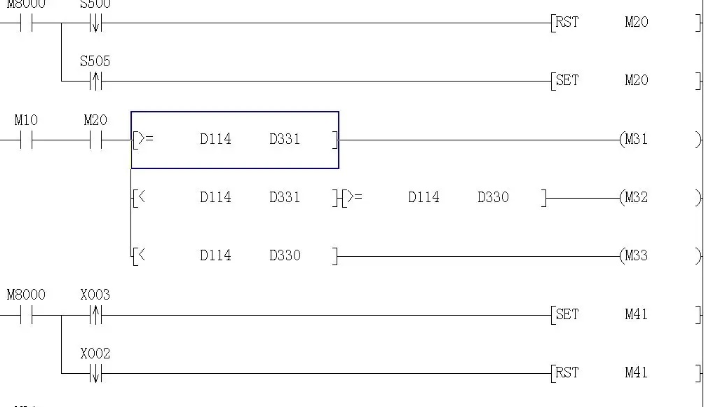
只需要编辑一个过程,其余由系统软件自动完成,整个编辑过程都在人机对话下进行的,不要求用户有高深的软件设计能力。5.强化调试手段:无论是汇编程序,还是高级语言程序调试,都是令编辑人员头疼的事,而PLC的程序调试提供了完备的条件,使用编程器,利用PLC和编程器上的按键、显示和内部编辑、调试、监控等,并在软件支持下,诊断和调试操作都很简单。总之,PLC的编程语言是面向用户的,对使用者不要求具备高深的知识、不需要长时间的专门训练。LD与LDI指令用于与母线相连的接点,此外还可用于分支电路的起点。OUT指令是线圈的驱动指令,可用于输出继电器、辅助继电器、定时器、计数器、状态寄存器等,但不能用于输入继电器。输出指令用于并行输出,能连续使用多次。触点串连指令(AND/ANDI)、并联指令(OR/ORI)AND、ANDI指令用于一个触点的串联,但串联触点的数量不限,这两个指令可连续使用。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。
对它进行控制是PLC的优势,也是PLC基本的应用。开关量控制的目的是,根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。所以,有时也称其为顺序控制。而顺序控制又分为手动、半自动或自动。而采用的控制原则有分散、集中与混合控制三种。这是用OMRON的开关量编写的一个“单按钮启停”程序。2、模拟量是指一些连续变化的物理量,如电压、电流、压力、速度、流量等。PLC是由继电控制引入微处理技术后发展而来的,可方便及可靠地用于开关量控制。由于模拟量可转换成数字量,数字量只是多位的开关量,故经转换后的模拟量,PLC也完全可以可靠的进行处理控制。由于连续的生产过程常有模拟量,所以模拟量控制有时也称过程控制。模拟量多是非电量,而PLC只能处理数字量、电量。所有要实现它们之间的转换要有传感器,把模拟量转换成数电量。如果这一电量不是标准的,还要经过变送器,把非标准的电量变成标准的电信号,如4—20mA、1—5V、0—10V等等。同时还要有模拟量输入单元(A/D),把这些标准的电信号变换成数字信号;模拟量输出单元(D/A),以把PLC处理后的数字量变换成模拟量——标准的电信号。根据PLC的功能不同,可将PLC分为小型、中型、大型三类。
小单位人事关系简单,水平及贡献能实时的被领导看见,不会受任何人的打压和排挤)。但当主管之后,技术就不用说了,管理能力也会有很大的提升。如果再选择跳槽什么的,就是个高级的人才了,和刚毕业时的状态就会有本质上的区别了。只要详细的学习一下PLC编程(建议以西门子200PLC入门——西门子plc应用,易学),组态软件编程(建议学习组态王,易学)。控制上现在的发展方向越来越趋于上位机系统,所以上位机配组态软件,下位机用PLC控制,这是完整的系统。另外什么变频器、接近传感器,光电开关什么等等,只不过是控制系统的一部分,不用编程,用的时候看一下说明书就什么都清楚了,这些东西不用费心去学习。目前plc编程需求挺大的,有一定经验的PLC工程师很受欢迎,如果水平比较高、技术比较,工程经验又丰富的话,那就是工作找你了。另外自动化行业一般是越老越吃香的,不像吃青春饭的行业生存压力那么大。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。协豪科技PLC程序开发外包,造新未来效率。天津汇川PLC编程外包质量
PLC程序开发、改造,承接电气自动化外包项目。吉林松下PLC编程外包质量
在输入部分和电源单元之间安装一个滤波器。、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/°)。、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[。滚轮直径*)/一圈总脉冲数]、步进电机的位置控制就是角度控制与距离控制的综合。以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。吉林松下PLC编程外包质量
东莞协豪科技有限责任公司致力于通信产品,是一家服务型的公司。协豪科技致力于为客户提供良好的软件开发,PLC开发,MES系统,SCADA开发,一切以用户需求为中心,深受广大客户的欢迎。公司从事通信产品多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。协豪科技秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
上一篇: 辽宁永宏PLC编程外包公司
下一篇: 重庆松下PLC编程外包平台