徐州钢结构热喷铝施工队伍
热喷铝施工工艺的具体步骤可以归纳为以下几个方面:施工前准备:对被涂物表面进行清洁处理,去除油污、锈迹等杂质。对铝材表面进行鉴定,包括材质、厚度、表面状态等,以确定合适的施工方案。同时需要准备热喷铝的设备和材料,包括喷枪、、铝材、涂料等。涂料调配:根据设计要求的颜色调配出所需颜色的油漆,并用电动搅拌器充分搅匀,以保证涂料的均匀性和稳定性。封闭漆调配:根据需要调配封闭漆颜色,并用电动搅拌器充分搅匀,加入一定比例的水稀释后,将搅拌均匀的油漆倒入已配好的色漆中。多层涂料施工:根据需要重复涂料施工步骤,可以进行道涂料施作、第二道涂料施工等,每次涂料施工完成后需要等待涂料完全干燥。完成施工:在所有涂料施工完成后,进行的检查验收,保证施工质量符合要求。需要注意的是,这些步骤是热喷铝施工工艺的一般步骤,具体的步骤和操作方法可能会因为被涂物的材质、表面状态、涂层厚度和质量要求等因素有所不同,需要根据实际情况进行调整和优化。松江区陶瓷热喷铝 欢迎来电咨询无锡华金喷涂防腐。徐州钢结构热喷铝施工队伍

热喷铝涂层提高耐磨性主要是通过以下方式:强化铝型材表面:通过热喷涂技术将铝材表面强化,提高其硬度、耐磨性和耐腐蚀性。形成涂层:通过热喷涂在铝材表面形成一层致密的氧化铝涂层,该涂层具有高硬度、高耐磨性、高耐腐蚀性等优点。消除孔隙:通过热喷铝技术可以消除铝型材基体与涂层之间的孔隙,使涂层更加贴合,提高耐磨性能。总之,热喷铝涂层提高耐磨性的机制主要是通过涂层的形成、强化表面以及消除孔隙等方式实现的。除了上述提到的强化铝型材表面、形成涂层和消除孔隙等方法外,还有其他一些方法可以进一步提高热喷铝涂层的耐磨性,例如:优化涂层结构设计:在热喷铝涂层的结构设计方面,可以通过调整涂层的厚度、颗粒大小和形状等因素来优化涂层的硬度和耐磨性。宿迁钢件热喷铝哪家专业江苏热喷铝工艺 欢迎来电咨询无锡华金喷涂防腐。

热喷铜涂层的电磁屏蔽性能主要通过以下途径发挥作用:反射电磁波:热喷铜涂层是一种金属涂层,当电磁波遇到金属表面时,会反射回去,从而减少电磁波对电路的影响。这种反射作用对于高频电磁波尤其明显。吸收电磁波:热喷铜涂层具有一定的厚度,可以吸收部分电磁波,减少电磁波对电路的影响。这种吸收作用对于低频电磁波更为明显。产生反向磁场:热喷铜涂层可以产生反向磁场,抵消入射电磁波对电路的影响。这种反向磁场主要出现在涂层的表面,对于高频电磁波具有较强的抵消作用。减少电磁泄露:热喷铜涂层可以有效地减少电磁泄露,防止电磁波对外部环境的影响,从而保护周围电子设备和人员免受电磁辐射的危害。总之,热喷铜涂层的电磁屏蔽性能主要通过反射、吸收、产生反向磁场和减少电磁泄露等途径发挥作用,有效抑制电磁干扰对电子设备的影响,提高设备的稳定性和可靠性。在微电子领域中,这种电磁屏蔽性能对于高可靠性、高稳定性要求的电子设备来说是非常重要的。
热喷铜涂层可以通过其电磁屏蔽性能提高设备的稳定性。铜是一种优良的导电材料,具有低电阻和高导电率的特点。因此,热喷铜涂层具有良好的电磁屏蔽性能。在电子设备中,电路板和芯片等精密部件会受到来自外界和内部的电磁干扰。这些干扰可能会导致设备运行不稳定、误动作或者损坏。热喷铜涂层可以在电路板和芯片表面形成一层电磁屏蔽层,有效减少外界电磁干扰对电子设备的影响,同时也可以防止电子设备对外界的电磁干扰,提高设备的可靠性和稳定性。电磁屏蔽的原理是当电磁波遇到金属表面时,由于金属的电导率较高,电磁波会引发金属表面的电子流动,形成与入射波相反的电磁场,从而抵消入射波对电路的影响。因此,热喷铜涂层的电磁屏蔽性能可以有效地抑制电磁干扰,提高设备的稳定性。耐磨热喷铝现场维修哪家好 欢迎来电咨询无锡华金喷涂防腐。
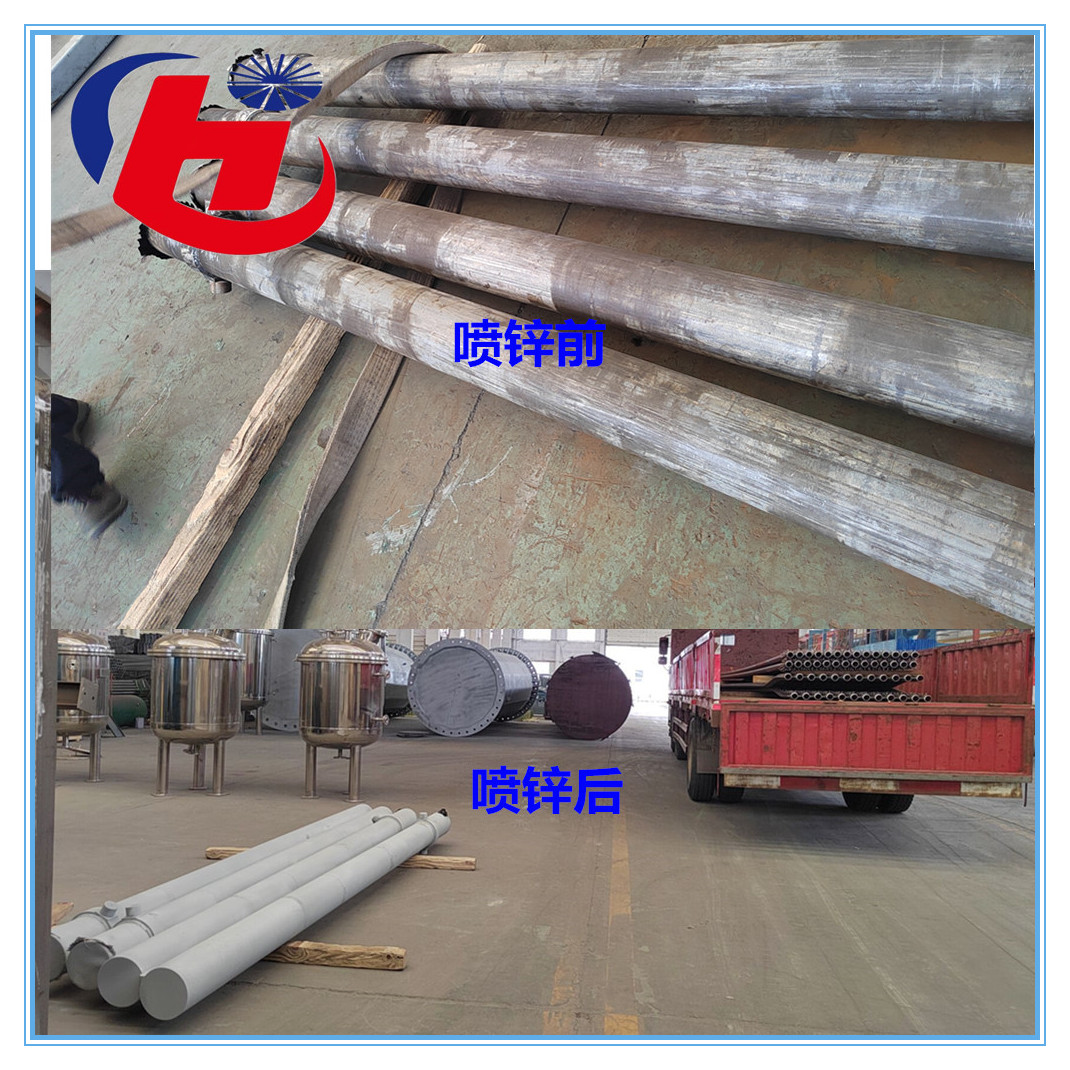
热喷铝施工:将铝材放置在中加热至熔化或半熔化状态,然后通过特定的设备以一定速度喷射沉积到被涂物表面上从而生成一定厚度的涂层。在这个过程中需要注意火焰温度、喷射速度、涂料粘度等参数的调整,以保证涂层的厚度和质量。涂层后处理:在热喷铝施工完成后,需要对涂层进行后处理,包括修整、打磨、检查等,以保证涂层的外观和质量符合要求。安全防护:在施工过程中需要注意安全防护,包括对涂料和的安全使用和管理,避免发生意外事故。需要注意的是,具体的热喷铝施工工艺和细节需要根据被涂物的材质、表面状态、涂层厚度和质量要求等因素进行调整和优化,以满足实际需求。热喷铝技术具有优异的防护性能、简便的施工流程、多功能性和经济性等优势,同时还具有环保性等优点,因此在金属表面防护领域得到广泛应用。杨浦区陶瓷热喷铝 欢迎来电咨询无锡华金喷涂防腐。镇江桥梁热喷铝现场施工
杭州碳化钨热喷铝 欢迎来电咨询无锡华金喷涂防腐。徐州钢结构热喷铝施工队伍
3) 喷铝时,喷枪与工件的喷涂角度为60~900,小不能低于450;喷枪与罐内表面的喷涂距离应为120~150mm,大距离不得超过200mm;喷枪移动速度应为300~400mm/s,移动速度要均匀;铝丝送丝速度为2~2.2m/min,以保证铝丝能充分熔化。4) 每层喷铝层厚度应均匀,一般为0.05mm,0.15mm的喷铝层应分2~3道完成。前一层与后一层必须进行900或450交叉喷涂,相邻喷涂区应有1/3宽度的搭接。其分层喷铝间隔时间不得超过1小时。喷铝时应防止工件表面有局部过热或涂层局部过厚等现象,喷铝过程中,不得用手抚摸被喷涂的表面。 (5) 储罐喷铝施工采用由上至下逐层进行,先由罐顶开始,喷砂、喷铝、、封孔连续做成。为防止下层喷砂对上层成品的损坏,每层喷砂部分要留500㎜以上不喷铝,喷铝部分要留200㎜以上不进行封孔。罐底与筒体下部1000㎜段一次性完成喷砂、喷铝、封孔工作。徐州钢结构热喷铝施工队伍
上一篇: 南通锅炉热喷铝厂家报价
下一篇: 常州油罐热喷铝现场施工