宁波工业切削液净化机
在机械制造业中,常常会用到切削液来对金工件进行润滑、冷却、清洗及防锈,但若没有进行合理使用和维护的话,不仅可能使切削液发生变质发臭,还会因切削液效能下降,次品率上升,造成经济损失。那如何将变质发臭的切削液净化呢,奥瑞奇整理了下,一起来看一下吧!奥瑞奇切削液净化机产品优势:(1)无耗材(2)可过滤杂质及油泥(3)可使切削液彻底降低并杀死特定菌种并可有效除臭。(4)延长切削液使用时间,不变质,并增加刀具寿命。(5)有效的控制切削液清洁度,降低加工成本,提高企业利润。(6)可确实保护操作者,降低切削液对人体健康的危害。奥瑞奇(常州)环保科技有限公司的切削液净化系统,有效杀死切削液中滋生的大量厌氧菌等有机菌体;完整有效处置各种表面浮油,去除浮油率达99%,能有效将切削液化企业可循环使用,高效又节能,延长了切削液寿命,减少切削液浪费。 奥瑞奇切削净化机去除切削液中的杂质油和固体颗粒,防止工具磨损,减少切削液消耗。宁波工业切削液净化机
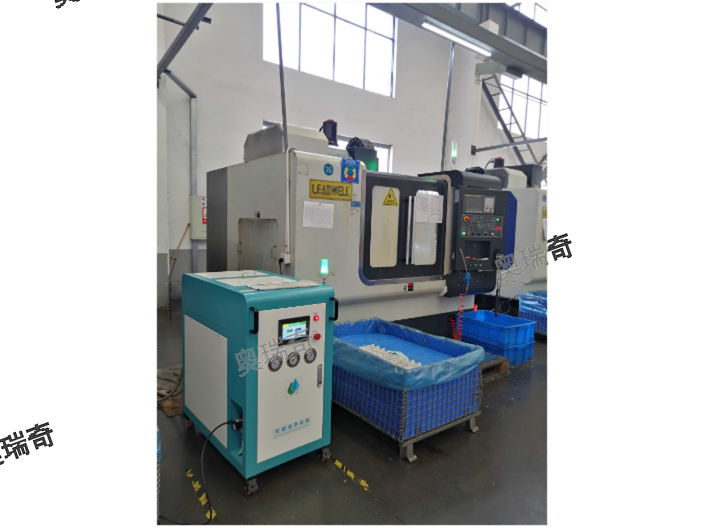
切削液净化机
切削液净化处理有哪些方法?社会在发展进步,工业也飞速发展,切削液被很广用于精密加工行业,起着润滑、冷却、防锈加工零件的作用。工业上切削液净化处理的常用方法有很多,日常中比较常用到的方法是使用切削液净化机来进行净化除杂,帮助企业降本增效。工业切削液净化的方法有很多种,废切削液中的表面活性剂由于其作用是使矿物油料度分散在水中,所以更难清理,而且不少乳化剂有增加致矮物的副作用,其危害性分散的油污更为严重。因此,未经处理的废切削液不得任意排放。废切削液的回收处理,既符合环保要求,又可节约能源,降低生产成本。工业切削液的净化处理常用方法是:过滤净化。将切削液表面的浮油、粉尘(灰尘、铁粉等杂质)过滤,并且采用物理除菌方式,将其净化,来达到重复使用目的。(1)把满是浮油、粉尘细菌等杂质的脏切削液,净化成干净乳白无杂质(2)净化后的液体能立即回用,无需等待。杀菌除臭去杂质,延长切削液使用寿命,降低企业生产成本,奥瑞奇切削液净化设备,能处置切削液表面浮油,去除浮油率达98%以上;物理筛分,不添加任何化学成分;机身采用不锈钢材质,不易生锈,耐用;内置纳米爆气装置,曝气循环杀菌除臭。宁波工业切削液净化机奥瑞奇切削液净化处理设备能清理切削液中的金属颗粒及粉末而不会被油堵塞。

切削液废水的处理方法有哪些?奥瑞奇环保为您介绍,切削液处理的方法,一般有四种,包括:蒸发法、薄膜分离法、化学法和奥瑞奇物理法。这四种方法同样适用于对于:乳化切削液、半合成切削液、全合成切削液的废液处理。下面小编就为大家详细的介绍一下切削液处理的方法。奥瑞奇(常州)环保科技有限公司是一家集生产、销售、工业设计和技术服务为一体化公司。1、蒸发法处理的优点就是过程简单、操作方面,处理的效果也很好,但是在能耗上消耗高,而源且会产生一定对大气造成污染的化合物,如含量的化合物,所以一般不建议使用这种方法对切削液的废液金属处理。2、化学法是一种**常用的方法,主要是包括利用无机盐分离和聚合物这两种处理的方法,而这两种方法操作起来也很方便,在量大或者是量少的情况下都使用,而且处理的成本低,所以大部分切削液使用厂家都喜欢选用这一种废液处理的方法。3、薄膜分离的办法,主要是使用滤膜对切削液的废液进行处理,包括:逆向渗透、微孔过滤和超滤。4.奥瑞奇物理法法,奥瑞奇切削液净化机采用水力切割、虹吸、共聚气浮等物理方式实现切削液废液净化,让切削液继续使用,延长使用寿命。
使用奥瑞奇切削液净化的重要性。切削液在使用过程后,会有细小得劲金属颗粒物被带入到切削环节,对加工精密度带来不利的影响,增大接触面的摩擦力,加重刀具的磨损。用切削液净化过滤设备,去除金属碎屑油泥。使用切削液净化过滤设备重要性如下:使用奥瑞奇切削液净化过滤设备的重要性,体现在:含有金属颗粒物的切削液会影响加工表面的精密度,通过对杂质的净化过滤,若将切削液中的固体颗粒污染物的粒径范围从从40μm降至10μm,可延长刀具寿命1~3倍”。减少车间加工用具的损耗。使用切削液净化过滤设备的重要性,体现在:切削液中的金属颗粒,比如铁屑、铝屑、铜碎片等,容易与切削液内的某些物质发生化学反应,加速切削液发臭变质,周体污染物与切削液的固-液界面还是微生物滋生的场所。除去污染物也就消除了微生物的生存环境。因此,无论从哪方面看,都应该重视切削液的净化。使用奥瑞奇切削液净化过滤设备的重要性,体现在:切削液在使用过程中,难免会有杂油、切屑、粉尘等金属碎屑混入,污染干净的切削液。将这些污染的杂质与切削液分离,从感官上看见能恢复乳白液相,过滤杂质,清理机床速写油泥,减少机床水泵堵住的概率。 奥瑞奇切削液净化设备不仅只是过滤掉旧切削液里面的固体杂质、油污、杀菌除臭。
切削液是如何变质的?切削液使用一段时间之后,因为导轨油、液压油、碎屑、灰尘等外来杂质的混入,导致切削液中的颗粒物和杂油越来越多。此外因为机床水箱中的微生物滋生和繁殖,导致切削液发臭、变色。颗粒物、杂油、微生物这三者共同构成影响切削液性能,甚至造成切削液失效的因素。切削液中的颗粒物,包括100微米以上的大颗粒物和几十甚至几个微米的细颗粒物,统计发现机床刀具43%的磨损与颗粒相关,颗粒物还会影响加工精度,造成工件表面划痕。10-80微米的颗粒同大颗粒一样,对刀具具有同等的损害。有研究表明,切削液中的颗粒物从40µm降低到10µm以下,刀具寿命可延长1~3倍;从20μm降低到10μm,刀具耐用度可延长2~4倍。因此,奥瑞奇切削液净化机解决切削液中颗粒物的净化处理问题,不仅过滤大颗粒物,还解决细颗粒物的处理问题,而细颗粒物在切削液体系中往往以乳化态存在,常规过滤手段无法分离和去除。奥瑞奇(常州)环保科技有限公司为您提供整体解决方案。 奥瑞奇切削液净化机解决切削液发臭、除杂、除浮油、除霉菌等问题,实现切削液净化循环回用。宁波工业切削液净化机
在具体操作形式这块也是比较简单的,奥瑞奇切削液净化机让大家可以享受一站式的便捷操作。宁波工业切削液净化机
怎样预防切削液变质?机加工中,常会出现切削液发臭变质现象,带来成本上升问题,怎么预防切削液发臭变质呢?切削液该如何处理?目前市场上有很多种方法,比较常见的预防切削液发臭变质的方法是用切削液净化设备。一、金属加工液变质发臭的原因:根据制造车间金属加工液使用经验,金属加工液使用过程中会混入大量的浮油,这些浮油将加工液与空气隔绝,造成加工液中微生物等大量繁殖,消耗氧气,金属碎屑等杂质混入其中,加速发臭变质。预防切削液发臭变质的及处理方法如下:(1)使用高质量、稳定性好的切削液。(2)要尽可能减少机床漏出的油混入切削液。(3)切削液的pH值在~,细菌难以生存,所以应及时加入新的切削液,提高pH值,使切削液PH值保持在适合的酸碱度上。(4)保持切削液的清洁,不要使切削液与污油、食物等污物接触。(5)采用切削液油水分离机,定期净化撇油怎么预防切削液发臭变质?切削液该如何处理?奥瑞奇切削液净化机,能净化处理机加工车间切削液。将使用后的切削液进行过滤杀菌、除臭,去除切削液中的油污、固体颗粒等机械杂质,达到满足机加工车床使用要求。宁波工业切削液净化机
奥瑞奇(常州)环保科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为行业的翘楚,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将引领奥瑞奇环保供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!