韶关品质力控打磨共同合作
在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。智能柔性打磨力控系统有标准化法兰接口,可安装各种不同打磨工具,用于不同品牌机器人和打磨工具之间。韶关品质力控打磨共同合作
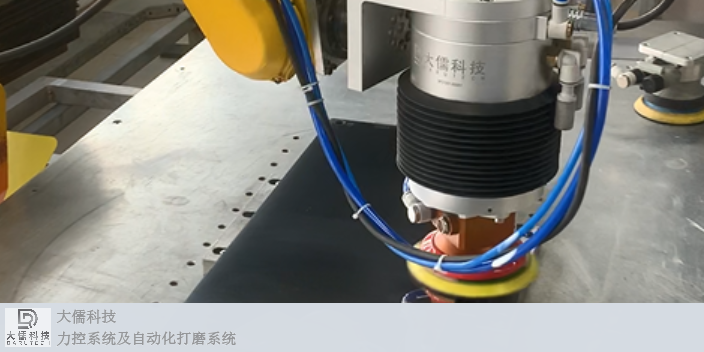
打磨抛光是一种表面改性的工艺技术,应用非常广。常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、力控系统、打磨工具、工作台。力控打磨机器人是力控制技术为主,通过控制加工轨迹和打磨工具与工件的接触力,以满足柔性力和位置两方面的工艺要求,保证打磨质量。力控打磨系统适应各种工业机器人,通过力控系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。韶关品质力控打磨共同合作打磨力控系统为打磨工具提供轴向、合适的缓冲行程。

3C电子产品外壳打磨:这个行业的性特点就是,打磨轨迹丰富多样,如:横摆、圆弧摆、八字摆,而每个打磨轨迹又有数千个打磨点。如果按照传统的示教方式,是非常耗时且效果不好。大儒科技的力控系统具有智能柔性力控制的功能。通过辅助编程设定螺旋线的起点终点位置、旋向、螺距、运动速度或时间、平滑距离等参数,操作人员即能轻松完成产品外壳打磨调试,采用螺旋线插补功能可以节省40%以上的示教编程时间。前面讲了被动型柔顺控制,这里要说一下主动型柔顺控制。主动型柔顺控制的实现是在机器末端添加一个打磨力控系统,当末端执行器与工件发生接触时,打磨力控系统会检测到力的信息并将信息反馈给机器人,机器人会根据信息对末端执行器进行位置或速度的调整。3C电子产品外壳打磨领域也有许多项目,如:笔记本外壳打磨、电子产品配件打磨、风力叶片打磨、滤波器盖板打磨。
因需要尽可能精确地确定机器人运行路径,编程工作复杂而耗时。传统技术尽管在理论上可获得恒定的研磨抛光质量,然而事实并不尽如人意,加工后的铸件往往前后品质不一,公差各不相同,难以获得稳定的工艺效果。关于复杂构造的工件、毛刺散布分散的工件也能对应。而且机器人具有可编程性,新的产品导入只需求改换工装治具,顺序切换就能完成。这使设备具有更高的柔性化,更合适目前企业的需求。同机遇器人打磨的方案能增加工人休息强度或间接省去工人,无效保证加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是明显的,纵使设备投入本钱略高,也越来越多被企业承受。随着机器人力控技术的发展,浮动机构和打磨工具的使用,如同人手滑过工件毛刺般进行柔性去除毛刺,能有效避免造成打磨工具和工件的损坏,吸收工件及定位等各方面的误差。力控软件由二种先进的重点功能组成。一种是压力控制功能,当机器人进行铸件研磨抛光时,该功能可保持打磨工具对工件的压力始终不变:另一种是变速控制功能,当机器人对铸件的表面或分型线进行打磨、去飞边操作时,该功能可持续控制其操作速度,在遇到较大凸起时能自动减速运行。DFC力控系统在又叫DFC智能柔性打磨力控制执行系统。

打磨机器人在卫浴五金这个行业的应用,大多数情况下要配合打磨抛光力控系统。因为这个行业的产品大多是不规则的,类似水龙头、门把手等工件,外形曲面、曲线比较复杂,因此多方面配合完成。首先是编程调试;第二是柔性力控制,通过打磨机进行磨削,要求能够快速响应磨削应力的变化,保证力控具有一定精度;第三是自动位置/磨损补偿功能,这可以跟踪检测耗材的磨损情况,适时调整打磨轨迹,保证打磨质量,通过压力补偿、速度补偿来实现。在精度上,像传统的一定定位精度,力控系统通过DH补偿、重力补偿、多点标定、误差补偿算法,将一定定位精度提升到±。另外就是一定路径保持,因为在整个运动过程中,路径跟踪精度也是需要保持的。以往经验来看,当机器人在低速运行时,是能很好的按照规定路线运行的,但在高速时就会存在偏差,这就好比弯道超车。力控系统通过改进路径算法,摆脱了这个困扰,实现了路径与速度无关,任何速度下机器人行走的路径都相同,防止低速示教后高速运行时路径变化导致碰撞。以上是力控系统的金属加工及打磨抛光的分享。大儒科技的打磨力控系统的可以支持:ProfiNet , TCP/IP和I/O通信。韶关品质力控打磨共同合作
DFC力控系统是一套软硬件兼具的标准力控制执行工具,可配合各种品牌机器人以及专机设备使用。韶关品质力控打磨共同合作
在工业制造领域,有很多零件需要在焊接、铸造、成型或加工后进行后处理,包括打磨,抛光及打磨。例如汽车行业的发动机缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的发动机叶片,涡轮叶片;3C行业的笔记本电脑、平板电脑、手机等。目前国内大部分工件打磨加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉等方式进行打磨加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。传统的人工打磨已经满足不了现代化工业生产的需要,传统的人工打磨噪音大,速度慢,打磨的同时会产生很大的粉尘,对人的健康造成很大危害。近年来越来越多的厂家开始使用机器人安装电动或气动工具进行自动化打磨。机器人打磨的方案普通有两种形式,一是机器人装载打磨机,工件固定,二是机器人抓取工件,打磨机固定,两种方式都是目前比拟主流的方案。与手持打磨比较,机器人打磨能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动产品打磨针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生。而且传统的铸件清理技术采用位置控制原理。韶关品质力控打磨共同合作
上一篇: 高精度力控系统产品使用误区
下一篇: 打磨力控系统市场前景