广东热锻铝锻
SPR型螺旋压力机的特点使其能胜任在同一个设备上进行预锻和终锻的偏心锻造的要求,整个生产线的投资较低,灵活应用于各种产品以便实现的利润。配备单台螺旋压力机的生产线工艺布局其生产节拍可以达到12秒。VPE型切边液压机VPE型液压机配备伺服直驱液压系统,滑块和工作台的开口距离很大,可以适用切边/精压及自动化组合等多种工艺要求,VPE型液压机的灵活性非常强,可以根据不同零件的工艺要求进行定制化制造。机器人及自动化提供所有工艺单元和自动化的连线和集成。我们已经为生产线配备全新的“在线虚拟服务系统”如图8所示,缩短了客户现场的调试运行时间,并在生产线以后的运行过程中提供快捷和实用的“终身”服务。作为工业的实际应用,已经成功地在近投产的几条生产线的开发、设计、建造和调试阶段,通过边缘和云计算对生产线“内部”和“外部”的数据进行收集、运算和模拟。这可以让客户在生产线规划初期,通过虚拟世界体验和感受生产线的运行和生产情况,避免很多潜在的错误和问题,并缩短生产线的交付和调试时间。很难想象这样一条庞大和复杂的铝合金锻造生产线,在客户工厂处只需要约两个月的时间就可以完成组装、调试和锻件试生产的所有工作。昆山市全顺铝合金锻造有限公司致力于提供铝合金锻造 ,有需要可以联系我司哦!广东热锻铝锻
所述弧形板的右侧上方加工有凸块,所述弧形板的上方左右两侧均开设有通槽,所述弧形板的通槽处安装有竖杆,左右所述竖杆的外壁与弧形板的通槽处外壁间隙配合,左右所述竖杆的上表面固接有把手,左右所述竖杆的下表面加工有挡块,左右所述竖杆的外壁安装有弹簧,左右所述弹簧的上下两侧分别与弧形板和竖杆的凸块处固定相连,所述弧形板的左右两侧中间内部螺纹连接有螺纹杆,左右所述螺纹杆的内侧加工有挡块,左右所述螺纹杆的外侧固接有第二把手。,左右所述螺纹杆的中点在同一水平线上。,所述弧形块的右侧上方安装有移动装置;所述移动装置包括连杆、齿轮板、第二竖板、第二横板、电动推杆和t形齿牙板;所述连杆的下方通过销轴与弧形板的右侧凸块处转动相连,所述连杆的上方通过销轴活动连接有齿轮板,所述齿轮板的前端面通过转轴转动连接有第二竖板,所述第二竖板的后端面加工有滑槽,所述第二竖板的后端面上方固接有第二横板,所述第二横板的右侧与竖板固定相连,所述第二横板的下方右侧开设有滑槽,所述第二横板的下表面左侧固接有电动推杆,所述电动推杆的右侧固接有t形齿牙板,所述t形齿牙板与齿轮板相互啮合。南京铝锻交易价格昆山市全顺铝合金锻造有限公司为您提供铝合金锻造 ,有需要可以联系我司哦!

接通电机502的外接电源,启动电机502,使电机502的输出轴带动斜齿轮杆503进行转动,斜齿轮杆503带动第二斜齿轮杆504进行转动,第二斜齿轮杆04带动齿盘进507行转动,齿盘507通过皮带带动半齿轮509进行转动,当半齿轮509上有齿牙部分与齿牙板511接触时,半齿轮509带动齿牙板511进行移动,当半齿轮509上有齿牙部分转过齿牙板511上的齿牙时,通过齿牙板511和压板512的重力对工件进行锻造,接通电动推杆405的外接电源,启动电动推杆405,通过电动推杆405带动t形齿牙板406进行移动,t形齿牙板406带动齿轮板511进行转动,使齿轮板511带动连杆401进行移动,连杆401带动弧形板302进行移动,弧形板302通过车轮301带动工件进行移动,这样便达到了均匀锻造的目的。在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明中,除非另有明确的规定和限定。
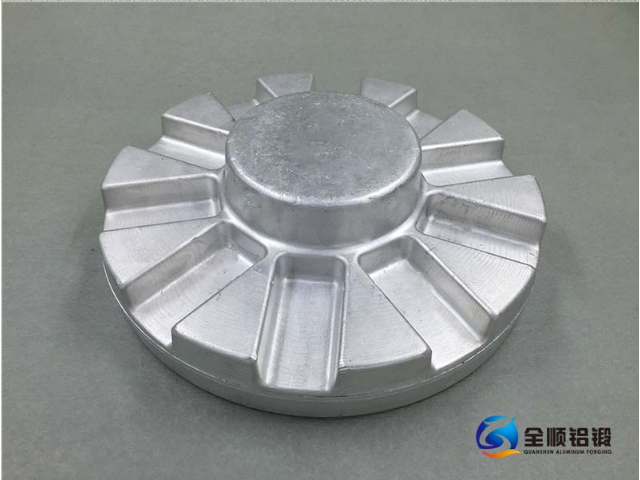
为了达到汽车减重的效果,发达国家不断加大对铝合金锻造材料及其工艺的研发力度,铝合金具有密度小、比强度高、加工性好等优点,近几年铝合金锻件的应用增速迅猛。高性能和形状复杂的铝合金锻件也对铝合金锻造企业提出了更高的要求。开发建造了多条全自动和半自动的铝合金锻造生产线,典型的铝合金锻件轻量化已经成为汽车产业发展的重要方向和必然趋势,在汽车的底盘悬挂部分(铝合金控制臂锻件和铝合金转向节锻件)如图1所示,得到了很好的应用。转向节是连接轮毂和悬架控制臂,承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向,确保汽车稳定行驶并灵敏传递行驶方向。在汽车行驶状态下,转向节需要承受着复杂多变的载荷工况。因此,对转向节的刚度和强度与安全系数,有着很高的要求。选用铝合金作为加工制造转向节的材料,一方面可以减轻汽车重量,提高燃油经济性的优化。另一方面铝合金锻件的产品性能要远远优于其他产品。图1典型的铝合金锻件铝合金锻件的生产工艺特点铝合金锻件的生产工艺环节包括:坯料下料自动上料加热制坯预成形及压弯预锻和终锻切边固溶时效处理及后处理。欧洲的模具材料采用,国内多采用H13;悬挂件铝合金锻件原材料采用6082、6110等。铝材锻造 ,就选昆山市全顺铝材锻造有限公司,欢迎客户来电!
3)模具预热。模具预热非常重要,模具温度不影响铝合金坯料可锻性,而且影响模具寿命(预热不当,模具过早失效),是铝合金锻造成败的关键因素之一。铝合金热导率高,为防止坯料热量过快散失,必须把模具和与工件接触的工具预热到较高温度。小型模具预热时间在2h以上,预热温度大于等于2000摄氏度(由铝合金和模具钢种类确定),大型模具需要更长时间。模具预热正确,一既有利于铝合金锻造(可锻性好,避免产生表面起皮和粗晶等缺陷),又提高模具使用寿命。(4)模具润滑。在锻造温度下,铝合金锻造流动性差(摩擦系数是钢的3倍,流动速度是钢的1/2),粘模倾向严重。因而在锻造铝合金时,模具润滑就显得特别重要。模具润滑可以改善金属流动,防止粘模,减少锻件表面缺陷,并可使模锻变形抗力一降低9%一15%。(5)模具粗糙度。模具粗糙度直接影响金属流动性,所以模具表面应进行抛光,模具型槽.表面光洁明亮,粗糙度应达到小于等于μm。若模具型槽粗糙度高,影响铝合金可锻性,而且对复杂铝合金锻件还易产生折叠。(6)变形应力状态。实践证明,金属变形时,三一个方向中的压应力的数目越多,则金属塑性越好。拉应力数目越多,则金属塑性越差。铝合金锻造的类别一般有哪些?云南购买 铝锻
昆山市全顺铝合金锻造有限公司为您提供铝合金锻造 ,有想法可以来我司咨询!广东热锻铝锻
铝合金锻造加工切削液的配制和使用与普通切削液基本相同,只是在稀释水的选择上要更加严格。因为水中的许多离子对铝都会产生腐蚀作用,如果这些离子含量过多就会降低切削液的防锈性能,尤其是在工序间防锈上,例如氯离子、硫酸根离子以及重金属离子等。另外,一些离子还会与切削液中的铝防锈剂发生反应而降低切削液的防锈性和稳定性,如钙、镁离子等。因此尽量选择硬度较小的稀释水,或经过离子交换软化后的稀释水,以保证切削液的使用效果和使用寿命。铝合金加工切削液的维护除了需要如普通切削液的日常维护外,无锡明硕五金制造有限公司提醒您还需要注意以下几点:1、过滤因为铝合金在碱性条件下易发生反应生成铝皂,破坏切削液的稳定性,因此应立即将切削下来的铝屑过滤出去,避免铝屑与切削液再发生反应而影响到切削液的使用效果与使用寿命。在磨削加工过程中磨出来的铝屑既细小又轻,很难沉淀下去,如不进行过滤或过滤的不充分,铝屑就会随切削液循环系统被带到加工区而划伤工件表面,影响加工表面的光泽度。2、pH值因为铝材对切削液的pH值非常敏感,因此要经常性地对铝合金切削液pH值进行检测,如发现异常应及时进行调整。使用pH控制在8~9。广东热锻铝锻
上一篇: 安徽工业风扇配件铝锻
下一篇: 广东缆车配件铝合金锻造