河源精密SPI检测设备服务
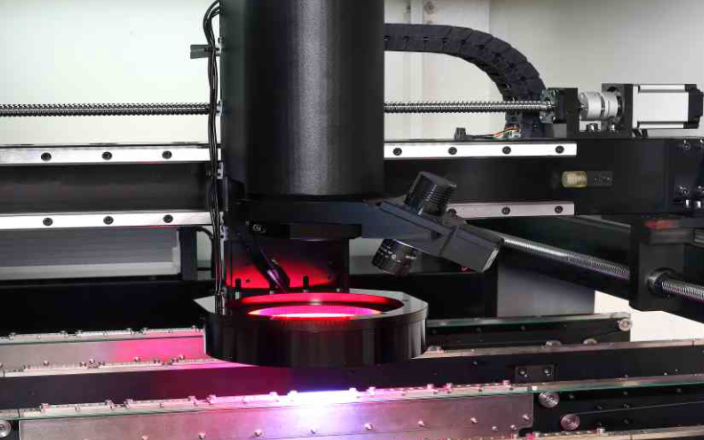
两种技术类别的3D-SPI(3D锡膏检测机)性能比较:目前,主流的3D-SPI(3D锡膏检测机)设备主要使用两类技术:基于结构光相位调制轮廓测量技术(PMP)与基于激光测量技术(Laser)。相位调制轮廓测量技术(简称PMP),是一种基于结构光栅正弦运动投影,离散相移获取多幅被照射物光场图像,再根据多步相移法计算出相位分布,利用三角测量等方法得到高精度的物体外形轮廓和体积测量结果。PMP-3D-SPI可使用400万像素或者的高速工业相机,实现大FOV范围内的锡膏三维测量以及锡膏高度方向上0.36um的解析度,在保证高速测量的同时,大幅度的提高测量精度。此外,PMP-3D-SPI可在视觉部分安装多个投影头,有效克服了锡膏3D测量的阴影效应。激光测量技术,采用传统的激光光源投影出线状光源,使相PSD或工业相机获取图像。激光3D-SPI使用飞行拍摄模式,在激光投影匀速移动的过程中一次性获取锡膏的3D与2D信息。激光3D-SPI具有很快的检测速度,但是不能在保证高精度的同时实现高速;激光光源响应好,不易受外界光照影响,此外,因为激光技术为传统的模拟技术,激光3D-SPI的高分辨率为1um或2um。在目前的SMT设备市场中,使用激光测量类的厂商较多,更为先进的PMP-3D测量只有少数高级SPI在使用SPI为什么会逐渐取代人工目检?河源精密SPI检测设备服务

全自动锡膏印刷机是SMT整线极为重要的一环,用以印刷PCB电路板SMT锡膏。常规操作流程第一步先固定在印刷定位台上,然后由印刷机的左右刮刀把锡膏或红胶通过钢网漏印于PCB线路板对应焊盘。对漏印均匀的PCB通过传输台输入至SMT贴片机进行自动贴片。SMT制造工艺不良统计中,大部分的不良均与锡膏印刷有关,锡膏印刷工艺的好坏决定着SMT工艺的品质,这表明了锡膏自动光学检测仪(3D-SPI)在SMT制造工艺中的重要性。在线式3D-SPI锡膏检测仪是连接在SMT整线全自动锡膏印刷机之后,贴片机之前,主要的功能就是以检测锡膏印刷的品质,包括高度,面积,体积,XY偏移,形状,桥接等。潮州国内SPI检测设备按需定制AOI的发展需求集成电路,欢迎来电咨询。

SPI在PCBA加工行业中指的是锡膏检测设备,锡膏检查(即英文SolderPasteInspection),因此简称SPI。SPI和AOI这两个PCBA检测设备都是利用光学影像来检查品质,不过SPI一般放置在锡膏印刷机后面,主要检查锡膏的印刷量、平整度、高度、体积、面积、是否高度偏差(拉尖、)偏移、缺陷破损等。在SMT贴片生产过程中,印刷焊膏的量与接缝可靠性和质量有关:过多或过少都会转化为不可靠的接缝,这对产品质量有很大的影响,是不允许的。据行业统计,在SMT组装所有工序中,有75%的缺陷是由于锡膏印刷不良造成的,因此锡膏印刷工艺的好坏很大程度上解决了SMT工艺的品质。由此可见,在SMT产线工艺中应用SPI是非常重要的一个步骤。
SPI验证目的:1.印刷锡膏破坏实验验证目的是为了降低SPI对锡膏范围值检测误报比例降低、提高人员误判可能性、发挥设备应该发挥的功能、提升设备检出直通率、提高生产效率。2.同时针对每次客户稽查SMT时所提出的’如何提高SPI直通率‘减少人员判定等问题,作出实际验证依据,便于后续客户稽查时,提出此问题时可以有凭有据回复。SPI检测机的功能:SPI检测机内锡膏测厚的镭射装置,利用光学影像来检查品质,如若有不正确印刷的PCB通过时,SPI检测机就会响起警报,以便及时发现锡膏印刷是否有偏移、高度偏差、缺陷破损等,在贴片前进行纠正和消除,将不良率降到较低。设备的长期稳定性对系统运行至关重要。
3DSPI(SolderPasteInspection)是指锡膏检测设备,主要的功能就是以检测锡膏印刷的品质,包括体积,面积,高度,XY偏移,形状,桥接等。如何快速准确的检测极微小的焊膏,PARMI3DSPI是使用Laser(中文译为激光三角测量技术)的检测原理。根据研究结果,印刷工艺有着大于74%的可变性,之所以存在这么大的可变性,是因为印刷工艺中包含大量不确定的工艺参数,包括焊膏的种类、配方、环境条件、钢网的类型、厚度、开孔的宽厚比和面积比、印刷机等类型、刮刀、印刷头技术、印刷速度等等。设备的软件接口友好,易于编程控制。阳江自动化SPI检测设备市场价
SMT整线设备中AOI的作用随着PCB产品向着超薄型、小组件、高密度、细间距方向快速发展。河源精密SPI检测设备服务
AOI检测误判的定义及存在原困、检测误判的定义及存在原困、检测误判的定义及存在原困误判的三种理解及产生原因可以分为以下几点:1、元件及焊点本来有发生不良的倾向,但处于允收范围。如元件本来发生了偏移,但在允收范围内;此类误判主要是由于阙值设定过严造成的,也可能是其本身介于不良与良品标准之间,AOI与MV(人工目检)确认造成的偏差,此类误判是可以通过调整及与MV协调标准来降低。2、元件及焊点无不良倾向,但由于DFM设计时未考虑AOI的可测性,而造成AOI判定良与否有一定的难度,为保证检出效果,将引入一些误判。如焊盘设计的过窄或过短,AOI进行检测时较难进行很准确的判定,此类情况所造成的误判较难消除,除非改进DFM或放弃此类元件的焊点不良检测。3、由于AOI依靠反射光来进行分析和判定,但有时光会受到一些随机因素的干扰而造成误判。如元件焊端有脏物或焊盘侧的印制线有部分未完全进行涂敷有部分裸露,从而造成搜索不良等。并且检测项目越多,可能造成的误报也会稍多。此类误报属随机误报,无法消除。河源精密SPI检测设备服务
上一篇: 广州全自动SPI检测设备生产厂家
下一篇: 锡膏印刷检测设备spi