新疆自动化卧式加工中心
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。卧式加工中心是一种具有自动换刀功能的数控机床。新疆自动化卧式加工中心
小型卧式加工中心采用了自动化生产模式,可以实现连续、高效的加工过程。机床可以自动完成零件的装卸、刀具的更换等操作,提高了生产效率。同时,自动化生产模式还可以减少人工干预,降低人为误差,提高加工质量。此外,自动化生产模式还可以节省大量的人力资源,降低企业的人力成本。小型卧式加工中心具有较强的适应性,可以加工各种类型的零件。无论是轴类、盘类、壳体类还是异形零件,都可以在小型卧式加工中心上进行加工。这使得小型卧式加工中心在航空、汽车、模具、电子等多个领域都有普遍的应用。同时,小型卧式加工中心的灵活性也使得企业可以根据市场需求,快速调整生产线,提高市场竞争力。新疆自动化卧式加工中心高效卧式加工中心采用了先进的数控系统,实现了机床的高度自动化。

卧式加工中心切削液的选择原则——根据加工材料选择:不同的加工材料对切削液的要求不同。例如,对于钢件加工,可以选择乳化液或油性切削液;对于铝合金加工,可以选择水性切削液;对于铜合金加工,可以选择含有硫、氯等添加剂的切削液。根据加工方式选择:不同的加工方式对切削液的要求也不同。例如,对于高速铣削,可以选择低粘度的切削液;对于低速铣削,可以选择高粘度的切削液;对于钻孔加工,可以选择含有极压添加剂的切削液。根据刀具材料选择:不同的刀具材料对切削液的适应性不同。例如,对于硬质合金刀具,可以选择含有硫、氯等添加剂的切削液;对于高速钢刀具,可以选择含有抗磨剂的切削液。根据环境保护要求选择:在选择切削液时,还需要考虑环境保护要求。例如,对于有环保要求的场合,可以选择无污染、低毒性的水性切削液。
卧式加工中心:卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。工作台可以沿X轴、Y轴、Z轴三个方向移动,实现三轴联动。此外,卧式加工中心还可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通过主轴箱的移动来实现工件的进给和切削。主轴箱可以沿X轴、Y轴两个方向移动,实现两轴联动。此外,立式加工中心还可以通过主轴箱的旋转和工作台的移动来实现三轴联动,以满足复杂曲面零件的加工需求。卧式加工中心是一种采用计算机控制的机床,可以实现多种加工工艺,如铣削、钻孔、镗孔、攻丝等。
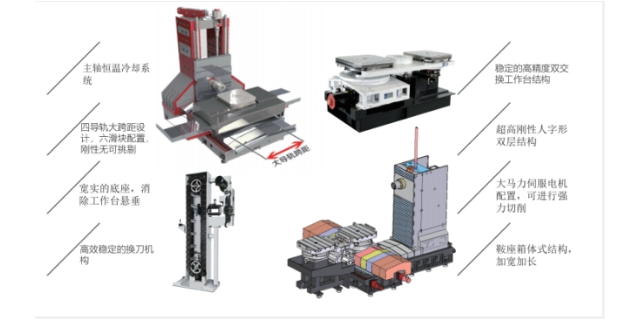
小型卧式加工中心采用了卧式结构设计,使得整个机床的结构更加紧凑,占地面积较小。这对于厂房空间有限的企业来说,具有很大的吸引力。同时,紧凑的结构也使得机床的安装、调试和维护更加方便,降低了企业的运营成本。小型卧式加工中心采用了高精度的主轴和导轨系统,确保了机床在加工过程中的精度。此外,机床还配备了高精度的测量系统,可以实时监测加工过程中的各项参数,确保加工质量的稳定性。这些高精度的部件和系统使得小型卧式加工中心在加工复杂零件时,能够保证较高的加工精度和质量。卧式加工中心的润滑系统采用封闭式设计,减少润滑油的消耗和污染。新疆自动化卧式加工中心
卧式加工中心采用高效的电机和主轴,实现高速切削,降低能耗。新疆自动化卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。新疆自动化卧式加工中心
上一篇: 四川高速卧式加工中心
下一篇: 广州安全卧式加工中心