成都全焊接球阀门售后
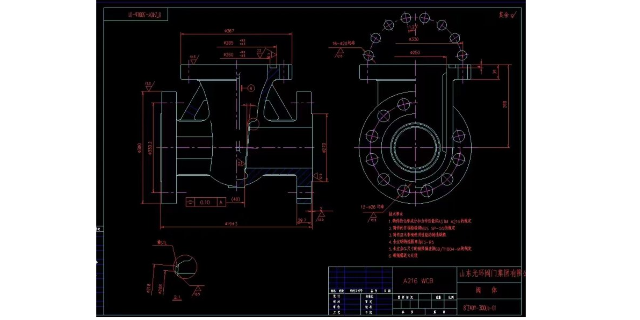
1.阀体加工注意事项①尺寸精度;阀体的尺寸精度一般在9级以下。法兰端部的止口及镶阀座孔的精度通常为11级。阀体结构长度、法兰外径等均为M级。②表面粗糙度:阀体密封面的表面粗糙度为Ra1.6~0.4um;阀座孔、内止口和活塞孔为Ra12.5~3.2um;其他加工部位的表面粗糙度为Ra25~6.3um。③几何形状及位置精度:法兰端面应平行,100mm直径上误差不安于0.15mm;闸阀阀体量密封面对阀体导向筋的对称度不大于规定值.•2.阀盖加工注意事项①填料孔、与阀杆螺母配合的圆柱孔和法兰止口一般为11级精度,表面粗糙度不低于Ra6.3um,其余非配合加工表面的精度为M级,表面粗糙度为Ra25um.②填料孔对与阀杆螺母配合的圆柱孔的同轴度不大于规定值。③法兰止口对配合阀杆螺母的圆柱孔的同轴度不大于规定值。调节阀门的控制精度可以根据需要进行调整。成都全焊接球阀门售后

节能环保:节能环保是未来气动阀门发展的重要方向之一。传统的气动阀门通常会消耗大量的气体能源,而且在工作过程中会产生噪音和振动。未来的气动阀门将更加注重节能和环保,通过优化设计和采用新材料,减少能源消耗和环境污染。小型化:随着工业设备的小型化和轻量化趋势,未来的气动阀门也将朝着小型化方向发展。小型化的气动阀门可以更好地适应狭小的空间和复杂的工作环境,提高设备的整体性能和效率。高性能材料:未来的气动阀门将采用更高性能的材料,以提高阀门的耐磨性、耐腐蚀性和密封性能。新材料的应用可以延长阀门的使用寿命,减少维护和更换的频率,提高设备的可靠性和稳定性。 工业阀门开关示意图调节阀门广泛应用于石油、化工、电力、冶金等行业。
•3.阀门零件在机床上装夹比较困难阀门主要零件的结构、形状比较复杂,有些零件属薄壁、细长件,刚性差,在机床加工时,零件的位置和装夹都比较困难,因此需要较为复杂的工装夹具。有的阀门零件(如阀体、闸板等)基面的精度和粗糙度较低,有时甚至采用非加工表面,而被加工的密封面等部位的精度和粗糙度要求却很高,很难保证加工质量。为此,为满足工艺上的需要,往往须提高基面的精度和粗糙度,或在非加工表面加工出基面,这就增加了阀门制造工艺的复杂性。
角式截止阀启闭件是塞形的阀瓣,密封面呈平面或锥面,阀瓣沿流体的中心线作直线运动。阀杆的运动形式,有升降杆式(阀杆升降,手轮不升降),也有升降旋转杆式(手轮与阀杆一起旋转升降,螺母设在阀体上)。纹管截止阀只适用于全开和全关,不允许作调节和节流。型号有:J44H-220 A105材质,J44W-1500LB 316Mod材质,J44H-16C WCB材质,316Mod材质的角式截止阀一般应用在化肥厂,磷复肥料、尿素生产线上。因其独特的操作性能和耐腐蚀性对化肥生产有着重要作用。仪表阀门可以通过手动、电动或气动方式进行操作。

手动闸阀是一种常见的管道阀门,用于控制流体的流动。下面是正确操作手动闸阀的步骤以及注意事项和安全措施:操作步骤:确保工作区域安全,穿戴必要的个人防护装备,如手套和护目镜。检查阀门的位置,确保阀门处于关闭状态。使用合适的工具(如扳手)松开阀门上的螺母或螺栓。逆时针旋转手轮,打开阀门。在旋转手轮时,要注意力度,避免用力过猛导致损坏阀门。当阀门完全打开时,将手轮锁定在打开位置,以防止意外关闭。如果需要关闭阀门,顺时针旋转手轮,直到阀门完全关闭。使用工具紧固阀门上的螺母或螺栓,确保阀门处于稳定状态。调节阀门的材料选择要考虑流体的性质和工作环境的要求。特材阀门厂
调节阀门的密封性能对系统的正常运行至关重要。成都全焊接球阀门售后
气动阀门的关键组件:气源系统:气源系统提供气动阀门所需的压缩空气或气体。它通常包括气源、气源过滤器、气源调压器等组件,用于确保气源的质量和稳定性。气动执行器:气动执行器是气动阀门的中心组件,负责将气源提供的压缩空气或气体转化为机械力,推动阀门的开关操作。常见的气动执行器包括气缸和活塞。阀门:阀门是气动阀门的关键组件之一,用于控制介质的流动。常见的阀门类型包括球阀、蝶阀、闸阀、截止阀等。连接杆:连接杆将气动执行器的运动传递给阀门,使阀门实现开关操作。控制装置:控制装置用于接收和处理控制信号,并将其传递给气动执行器,从而控制阀门的开关操作。控制装置可以是电气控制系统、气动控制系统或其他形式的控制系统。 成都全焊接球阀门售后