江苏附近BIG大昭和资料
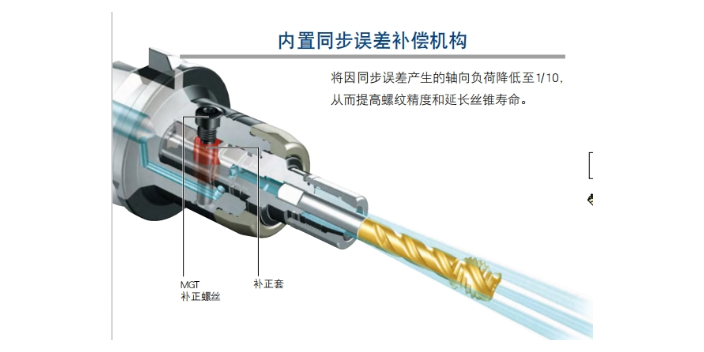
客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因此很多用户就直接用弹簧刀柄把丝锥纯刚性夹持住,直接进行攻丝加工。可是,在实际的加工过程中,经常会出现各种异常,比如丝锥异常折断、丝锥寿命低、螺纹表面质量不好等等现象(细小丝锥的情况下更甚),令很多用户一筹莫展。上海哪家公司的BIG大昭和的口碑比较好?江苏附近BIG大昭和资料
BIG大昭和
BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。HSK刀具系统HSKTOOLINGSYSTEM将中空两面定位系统更高精度地系列,化对扭矩传递很重要的传动键,HSK-A型的扭矩传递是通过锥柄小端上的传动槽实现的。此时,传动键槽外侧的R面就变得非常重要。设计上也是由此R面来承受扭矩。BIG为了确保此传动键槽宽及R面的尺寸精度,所有产品均是在热处理之后,进行精加工。使用严格挑选的材料,作为中空柄的HSK非常薄,可能会发生开裂等问题。因此,BIG采用硬度、强度佳且经过严格挑选的材质,防止问题发生。复合加工机用HSK车削用刀具,凭借丰富的刀片座、高效的模块化系统,提高了复合加工机的车削加工效率。HSK-A型的扭矩传输是通过锥柄小端的传动键槽实现的。其中,刀柄在设计上是通过与锥柄外周相连的R部分来实现与主轴的紧贴。因此,观察R部分的加工状况,即可以判断刀具的优良。浙江国内BIG大昭和真假区分BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,有想法可以来我司咨询!
高速加工用刀柄美夹刀柄系列:高动平衡性1.从设计到制造的所有环节,追求动平衡性。实现各系列要求的高转速。高动平衡型设计+彻底的全周研磨+通过高精度动平衡测量仪检测平衡。采用新设计的美夹螺母(PAT.)抑制振动于1996年开发出突破常规的无扳手槽螺母。使螺母的平衡性提高、强度增加。同时,减少高速旋转时与空气摩擦的噪音,防止冷却液的飞溅。BIG从制造到出货的全程品质管理,刀柄本体刻印序列号No.。实行制造履历管理等全程化的品质管理,可放心使用。使用BIG美夹扳手,螺母的紧固作业更为简便;美夹扳手利用单向离合器的原理,在锁紧或松开螺母时用力均匀。又因为它是棘轮动作,所以和一般的扳手比,锁紧和松开时更轻松,更安全。高速旋转用美夹刀柄系列适用于各种主轴接口,从材质到品质、精度的各个环节严格把控,坚持全检,确保向全世界提供高质量的BIG品牌产品。
如果您身边有在使用HSK主轴系统,身边的刀柄有类似这种型号:HSK-A100、HSK-E50、HSK-F63……我的这篇文章您一定对您有帮助。不用说能提高冷却液压力,也不用说能延长刀柄寿命,更不用说能提高刀柄精度,单说对于机床主轴寿命的延长就能节约大量成本!这是怎样做到的呢?先来简单的了解下HSK主轴系统是如何锁紧刀柄的吧!将收缩的卡爪伸入刀柄内锥孔,撑开卡爪后卡住刀柄,向右拉紧完成刀柄安装。那么,这时候就有细节问题了,也是牵一发而动全身的至关重要的细节。锥孔内壁是否干净,是否在此时主轴卡爪撑开夹紧刀柄时,卡爪与锥孔内壁之前存在卡住切屑的可能(因为这种滴水石串的情况,让不少客户主轴损坏了,需要维修主轴)。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,欢迎客户来电!

大昭和有解决此类产品的标准刀具,新款产品更在过去原有的加工刀具基础上又将产品小型化(干涉直径D20),以应对更高的干涉要求,以下就为解决特殊角度加工的倒角工具。倒角工具,在刀片座位置增加了可旋转角度的功能部件,通过松、旋转、紧三个动作,依据刀片座一周的刻度即可以完成5°--85°的刀片角度调节,并且通过可进行连续调节的特性配合对刀仪进而可以完成针对53°28’的更为精密的调节。大可对应单件、小批量产品中特殊角度的倒角加工。好的BIG大昭和公司的标准是什么。浙江靠谱的BIG大昭和价格
BIG大昭和,就选苏州默斯曼尔机械科技有限公司,让您满意,期待您的光临!江苏附近BIG大昭和资料
平衡切削,即两刃轴向高度一致,径向也保持一致的加工方式,两刃同时切削,受相同的切削抵抗力。特点是切削进给快,效率高。但需要注意的一点是,如果两刃的轴向高度有0.1mm的差,每转进给0.2mm时,相当于两刃其中一刃并没有切到工件;此时的两刃并未达到平衡切削,很可能出现振刀现象。然而,不同厂家的制造刀片装夹位置的精度不同以及刀片座装夹的精度不同,甚至刀片自身的公差,装夹完成时,轴向高度一致的两刃实际还可能存在较大高度差。 以BIG大昭和的RW粗镗头为例,不仅径向可调,轴向刃高也可调成一致。江苏附近BIG大昭和资料
上一篇: 四川日本BIG大昭和代理商
下一篇: 安徽弹性大昭和刀柄要多少钱