上海销售焊管机组特价
高频直缝焊管是使用从钢厂进来的用钢带或钢板通过压力机或者高频直缝焊管机制造出的圆形高频直缝焊管、再采用二保焊或者埋弧焊焊接成型,使用这个方法制造的焊管都可称为高频直缝焊管。高频直缝焊管比无缝钢管成本低、生产效率高,可加工尺寸以及厚度范围比较广,采用的坯料主要以钢板为主。高频直缝焊管在酸性环境中耐蚀能力较强。高频直缝焊管生产工艺钢板检测:用来制造高频直缝焊管的钢板进入生产线之前,首先进行全板超声波检验;下料:通过铣边机对钢板的两侧边缘进行铣削,使之达到需要的钢板宽度以及板边平行度和坡口形状;预弯:使用预弯机进行板边的预弯,符合曲率的要求,厚度较大的可以使用压力机进行预弯。成型:在成型机上首先将预弯后的钢板的一半进行多次碾压,使其成为"J"形,再将钢板的另一半进行同样操作,压成"C"形,然后制造出开口的"O"形预焊:成型后的高频直缝焊管合缝并采用气体保护焊进行连续焊接;内焊:采用纵列多丝埋弧焊(可为四丝)在高频直缝焊管的内侧进行焊接;外焊:采用纵列多丝埋弧焊在高频直缝焊管的外侧进行焊接;修整:对整根焊机钢管进行修整保证客户需要的尺寸,并改善钢管内应力的分布状态。高频焊管机组的调整及生产故障分析。上海销售焊管机组特价
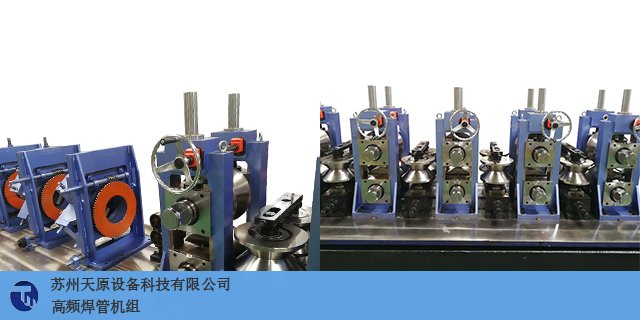
焊管机组
高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。甘肃直销焊管机组保养焊管机组分高频和低频?

焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。
焊管机组是和直接的焊管区别还是很大的,直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。图片图片直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。焊管机组常见的问题及原因分析。
焊管机组其它孔型找正其它孔型的找正方法,可参照平辊和立辊的找正原理,只是导向辊的下辊底径位置要略高于基准线0.5~2mm,(根据所生产的管径大小和壁厚状况而定).毛刺托辊要高于基难线0.5mm,使外毛刺创削时受力更稳定,防止出现创削跳动。2成型机常见故障2.1跑偏跑偏也叫蠢带,由于各种原因,跑偏现象随时都会在成型机的各道轧辊间发生。具体表现为管坏从平辊或立辊出来后,两个边缘的高低不一样,严重时管坯便发生翻转,不能顺利进入下道孔型内,不得已而被迫停机处理,直接影响了生产作业率的提高。焊管机组有统一的学名或者叫法吗?河北直销焊管机组出厂价格
焊管机组的工作原理与工作特点。上海销售焊管机组特价
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。上海销售焊管机组特价
上一篇: 江苏精密直缝焊管设备
下一篇: 吉林制造焊管机组标准