辽宁好的焊管机组直销价格
扩口强度和压扁强度比较好,焊管坯的几何尺寸,管坯的宽厚偏差会改变边缘的加热温度和挤压量,合格的产品需要符合标准。如果管坯边缘存在弯曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型,造成带钢两边弯曲,轧辊调整不好也会造成带钢跑偏或管坯变形等现象,影响焊和质量或根本无法焊和。低压流体输送用焊管也叫普通焊管,俗称黑管,低压流体输送用镀锌焊管又称镀锌电焊钢管,俗称白管,普通碳素钢电线套管是工业与民用建筑、机械设备安装等电气安装工程中用于保护电线的钢管,直缝电焊钢管是焊缝与钢管纵向平行的钢管。高频焊管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢局部加热到熔化状态,通过轧辊的挤压,使对接焊缝实现晶间接合,从而符合焊缝焊和的要求,高频焊管是一种感应焊,它不需要焊缝填充剂,不产生焊和飞溅,焊和热影响区窄,成形美观,焊和力学性能好,因此在钢管的生产中是比较常用的。焊管机组分高频和低频?辽宁好的焊管机组直销价格
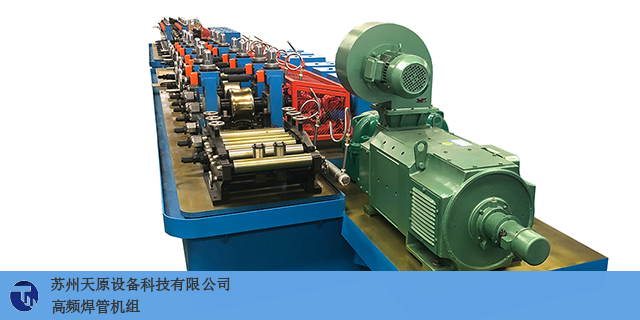
焊管机组
焊管机组选择哪一种轧制底线,要根据焊管规格、机组状况、管坯材质以及焊管机组正常生产速度等因素而定,一般可遵循下列四条基本原则:(1)管径壁厚比(D/T比)原则;(2)机组原则,有些焊管机组的下轴标高是不可调的,因此通常只能按水平轧制底线布辊。;(3)管坯材质原则,要求根据管坯强度高低、软硬等选择轧制底线。当生产高qiang度焊管时,定径段提倡选用“上凸”或者“水平+上凸”轧制底线,这样矫直就会少走弯路,也会更顺利;(4)速度原则,正常生产时,焊接速度较快的机组,定径轧制底线上凸要比速度慢的机组大一点,反之要小一点。因为速度慢的机组,焊管冷却时间和在定径机中受到矫直力作用的时间都比速度快的机组要长,应力平衡更充分,焊管直度会更好。轧制底线选择得恰当与否,对焊管坯的横向变形、断面变形和纵向变形都会产生巨大影响。天津机械焊管机组保养焊管机组与焊管的区别?

产品名称:Φ32高频直缝焊管生产线详细介绍:1、焊管产品主要规格:(1)成品钢管直径:φ12.7-φ38.1mm(2)成品钢管壁厚:0.6mm-1.8mm(3)成品钢管长度:4-8mm(4)定尺精度:3mm2、原材料条件:(1)带钢为低碳钢、低合金结构纵剪带钢卷(2)带钢宽度:39mm-120mm、(3)带钢厚度:0.6mm-1.8mm(4)带钢卷内径:470mm-510mm(5)带钢卷外径:φmax=2000mm(6)带钢重量:1000kg3、成型焊接速度:max100m/min4、成型设备:开卷机手动剪切机笼式活套(带夹送装置)或卧式螺旋活套焊管机飞锯机辊道台架料框高频设备拖动系统轧辊高频焊管机又被称为:高频焊管机组,高频焊管设备,焊管机,焊管机组,焊管设备,高频制管机,高频制管机组,高频制管设备,制管机,制管机组,制管设备
焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。焊管机组前沿的技术说明。
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。什么行业要用到焊管机组?先进焊管机组哪家好
你还不知道焊管机组使用要注意这些!辽宁好的焊管机组直销价格
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。辽宁好的焊管机组直销价格
上一篇: 吉林制造焊管机组标准
下一篇: 无缝焊管设备公司