普陀区创阔能源微通道换热器
通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金微通道加工方式随着微加工技术的提高,可以加工出流道深度范围为几微米至几百微米的高效微型换热器。此类微加工技术包括:平板印刷术、化学刻蚀技术、光刻电铸注塑技术(LIGA)、钻石切削技术、线切割及离子束加工技术等。烧结网式多孔微型换热器采用粉末冶金方式制作。大尺度下微通道的加工与微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技术。微通道应用前景及优势编辑微通道微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、现代医疗、化学生物工程等诸多领域,微通道换热器将有具广阔的应用前景。“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。微通道应用优势①节能。创阔科技加工微通道换热器,微米级等多种结构。普陀区创阔能源微通道换热器
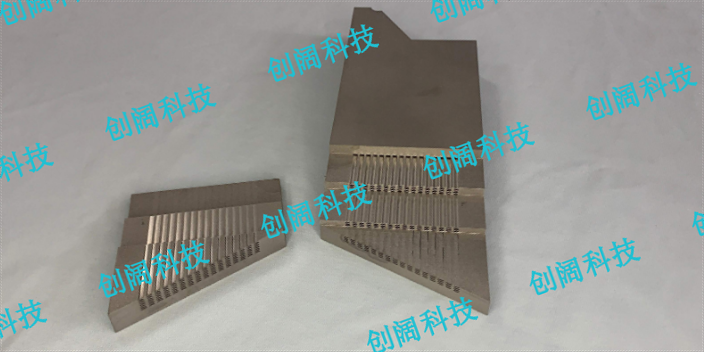
微通道换热器
且中间混合腔室的右侧设置有后腔混合室,所述第二主流道设置在后腔混合室的右侧,且第二主流道的右侧设置有第二前腔混合室,所述第二前腔混合室的右侧设置有第二分流道路,且第二分流道路的右侧设置有第二中间混合腔室。推荐的,所述主流道的内部尺寸小于等于两倍分流道路的内部尺寸,且分流道路关于主流道的中心轴对称布置有两组。推荐的,所述中间混合腔室关于后腔混合室的中心轴对称布置有两组,且后腔混合室与前腔混合室之间为对称布置。推荐的,所述第二主流道的形状和尺寸与主流道的形状和尺寸均相吻合,且第二主流道与主流道之间为对称设置。推荐的,所述第二分流道路为倾斜式结构设置,且第二分流道路与分流道路的数量相吻合。推荐的,所述第二中间混合腔室的右侧设置有第二后腔混合室,且第二后腔混合室的形状和尺寸与后腔混合室的形状和尺寸相吻合。“创阔科技”研究混合流体从前一个单元的后腔混合室流到主流道时,由于截面积缩小,流体被挤压,得到一次加强混合作用;2.通过中间混合腔室的设置,在中间混合腔室内,因为截面积扩大,产生伯努利效应,流体流速减慢并形成环流,得到又一次加强混合的作用;3.通过后腔混合室的设置。浦东新区铝合金微通道换热器微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展,创阔科技添砖加瓦。
创阔科技制作的微化工反应器的特点,面积体积比的增大和体积的减小.在微反应设备内,由于减小了流体厚度,相应的面积体积比得到了的提高。通常微通道设备的比表面积可以达到10000-50000m2/m3,而常规实验室或工业设备的比表面积不会超过l000m2/m3或100m2/m3。因此,比表面积的增加除了可以强化传热外,也可以强化反应过程,例如,高效率的气相催化微反应器就可以采用在微通道内表面涂敷催化剂的结构。目前已有的界面积的微反应器为降膜式微反应器,其界面积可以达到25000m2/m3,而传统鼓泡塔的界面积只能达到100m2/m3,即使采用喷射式对撞流的气液接触式反应器的比表面积也只能达到2000m2/m3左右。若在微型鼓泡塔中采用环流流动,理论上其比表面积可以达到50000m2/m3以上。
创阔能源制作的微化工反应器,有着良好的可操作性:微反应器是密闭的微管式反应器,在高效微换热器的配合下实现精确的温度控制,它的制作材料可以是各种度耐腐蚀材料,因此可以轻松实现高温、低温、高压反应。另外,由于是连续流动反应,虽然反应器体积很小,产量却完全可以达到常规反应器的水平。对放热剧烈的反应,常规反应器一般采用逐渐滴加的方式,即使这样,在滴加的瞬时局部也会过热而产生一定量的副产物。微反应器由于能够及时导出热量,反应温度可实现精确控制,因此消除了局部过热,显著提高反应的收率和选择性。创阔能源科技制作微结构,微通道换热器,也可以根据需要设计制作。
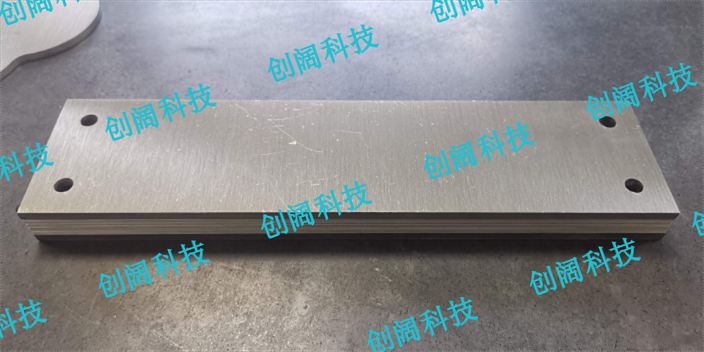
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。创阔科技制作微结构,微通道换热器,也可以根据需要设计制作。普陀区创阔能源微通道换热器
注塑模具流道板真空扩散焊接加工制作创阔科技。普陀区创阔能源微通道换热器
微通道换热器早应用于电子领域,解决了集成电路中大规模的“热障”问题,目前在制冷行业得到应用。微通道换热器相比常规换热器的优势有:1)换热效率高;2)热响应速率高,可控性好;3)噪声小,运行稳定;4)承压能力好;5)抗腐蚀;6)节约成本,相同换热要求下材料消耗小。目前对于微通道换热器空气侧流动及换热性能的研究,主要是考虑空气流速对换热性能的影响,或者考虑翅片的间距和结构尺寸对于换热性能的影响,没有从翅片开窗角度和翅片开窗数2个方面结合研究翅片对于微通道换热器换热性能的影响。创阔能源科技团队研究计算流体力学方法对不同开窗角度和开窗数目的微通道换热器空气侧流动及换热进行分析,对比翅片结构参数对换热和流动阻力的影响,寻找较优的翅片结构。普陀区创阔能源微通道换热器
上一篇: 徐汇区创阔能源微通道换热器
下一篇: 宝山区真空扩散焊接厂家供应