湖北好的焊管机组诚信为本
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。焊管机组售后注意事项。湖北好的焊管机组诚信为本
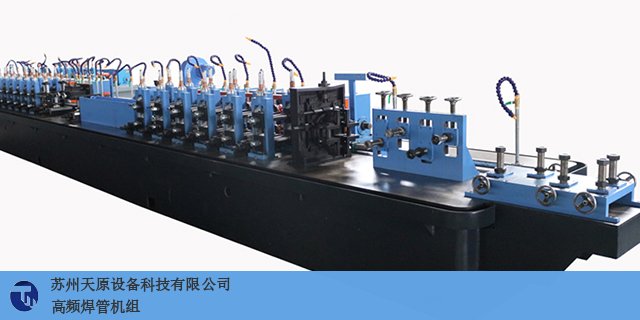
焊管机组
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。河北先进焊管机组质量保障焊管机组的工作原理是什么?
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。
焊缝背面的下凹弧也被轧直、被压缩变短,并因之增加了焊缝背面的压应力,使该部位的残余拉应力得到削减。焊管纵向残余应力就在这一增一减中趋于基本平衡。这样,以焊缝部位和焊缝背面为**的纵向残余应力都很小,出定径辊后的焊管便直了。同理,左右弯曲亦然。(2)横向残余应力的削减机理。待定径焊管中存在大量横向残余拉应力,这些横向拉应力,既有焊接、冷却过程中造成的,也有成型过程中管坯横向变形残留的,并总体表现为拉应力;充满横向拉应力的待定径管被定径孔型辊施加的径向轧制力作用后,其周长微量缩短,管壁由此获得径向压应力,压应力抵消了待定径焊管中的大部分横向拉应力。而试图通过定径工艺完全消除焊管中的横向拉应力是徒劳的,定径后的焊管横断面内,会或多或少地残余有部分横向拉应力。要完全尽可能的消除焊管中的横向拉应力可以通过后续的热处理工艺来完成,这里不再赘述。作为佐证,在生产**度管例如材质为16Mn或Q345焊管时,倘若焊接工艺稍有不当,则焊管在定径过程中或刚离开定径辊缝就会自动爆裂;而像Q195类的焊管,只有当焊接工艺严重不妥时才会发生爆裂。更多的情况是,用残余横向拉应力较大的焊管作输送用管,管内压力与残余横向拉应力叠加。焊管机组由这些设备组成!

焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。焊管机组分高频和低频?甘肃先进焊管机组保养
苏州焊管机组厂家供应商。湖北好的焊管机组诚信为本
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内湖北好的焊管机组诚信为本
上一篇: 上海正规焊管机组
下一篇: 湖南直销焊管机组检查