惠州六轴数控车床制造商
从加工方式来看,数控车床主要是一种旋转加工机床,它通过主轴的旋转,配合刀具的直线进给,对工件进行切削加工。这种加工方式主要用于加工回转体形状的零件,如轴类、盘类零件等。而数控铣床则是一种直线加工机床,它通过主轴的旋转,配合刀具的旋转和进给,对工件进行切削加工。这种加工方式主要用于加工平面和各种曲面零件。从应用范围来看,数控车床主要用于加工各种旋转对称体零件,如各种轴类、盘类零件,以及一些简单的孔和螺纹等。而数控铣床则主要用于加工各种平面和曲面零件,如各种板类零件、模具类零件等。此外,数控铣床还可以进行钻孔、铰孔、攻丝等加工操作,应用范围更广。数控车床可实现多种加工方式,适用于各种材料的加工。惠州六轴数控车床制造商

适用场景:道琼斯的带接料器数控车床可以实现自动化生产,适用于大批量生产。该机床可以自动完成加工、送料、卸料等工作,提高了生产效率和生产质量。道琼斯的带接料器数控车床具有高精度的加工能力,适用于需要高精度加工的场景。该机床可以实现微米级的加工精度,可以满足各种高精度加工要求。道琼斯的带接料器数控车床可以实现多轴联动加工,适用于复杂零部件加工。该机床可以实现多轴联动加工,可以加工出各种复杂形状的零部件。南海四轴数控车床品牌数控车床的多轴控制功能可以实现多种复杂加工,提高了生产效率和灵活性。

G32直进式切削方法是一种切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,刀刃磨损较快,从而造成螺纹中径产生误差。但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;同时,刀刃容易磨损,因此加工中要做到勤测量。G92直进式切削方法简化了编程,较G32指令提高了效率。G76斜进式切削方法为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。总之,不同的切削方法各有优缺点,需要根据具体情况选择合适的方法。
在智能化方面,排刀数控车床配备了先进的数控系统,能够实现复杂零件的自动编程和加工。通过数控系统的精确控制,机床可以自动完成工件的装夹、定位、切削、测量等一系列操作,提高了生产效率和加工精度。此外,数控系统还支持远程监控和故障诊断,使得设备的维护和管理更加便捷。在高效化方面,排刀数控车床采用了先进的切削技术和高速主轴设计,使得切削速度和进给速度都得到了大幅提升。同时,机床的自动换刀系统能够实现快速换刀,进一步缩短了加工周期。这些技术的应用,使得排刀数控车床在加工复杂零件时能够保持高效率,满足现代制造业对生产速度的要求。道琼斯数控车床的维护保养非常方便,可以延长机床的使用寿命和降低维护成本。
如果车刀安装过高或过低,当车刀吃入一定深度时,会导致后刀面顶住工件,增加摩擦力,甚至将工件顶弯,造成啃刀现象。如果车刀安装过低,则切屑不易排出,车刀径向力的方向是工件中心,加上横进丝杠与螺母间隙过大,导致吃刀深度不断自动趋向加深,从而将工件抬起,出现啃刀。此时,应及时调整车刀高度,使其刀尖与工件的轴线等高(可利用尾座前列对刀)。在粗车和半精车时,刀尖位置比工件的出中心高1%D左右(D表示被加工工件直径)。如果工件装夹不牢,工件本身的刚性不能承受车削时的切削力,会产生过大的挠度,改变车刀与工件的中心高度(工件被抬高了),形成切削深度突增,出现啃刀。此时,应将工件装夹牢固,可使用尾座前列等,以增加工件刚性。我们提供售后服务,包括设备安装调试、培训、维修保养等。中山刀塔尾顶数控车床定制
数控车床都能满足多样化的加工需求,适用于各种行业。惠州六轴数控车床制造商
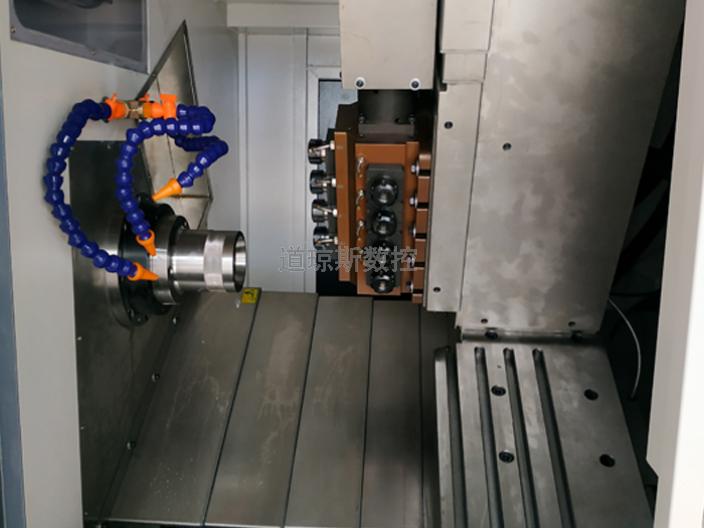
刀塔数控车床是道琼斯数控设备的一款明星产品。它采用了先进的数控技术,实现了对工件的高精度、高效率加工。刀塔的设计使得刀具更换更加迅速、方便,很大程度提高了加工效率。同时,由于其结构紧凑、占地面积小,非常适合现代工厂的高效、紧凑生产布局。刀塔数控车床的灵活性也是其一大亮点。无论是简单的外圆、内孔加工,还是复杂的螺纹、圆弧等加工,它都能轻松应对。此外,它还支持多种刀具的配置,可以满足不同材料和不同加工需求。惠州六轴数控车床制造商
上一篇: 广州车铣复合数控车床厂家
下一篇: 东莞排刀数控车床怎么样