江西五轴机床批发
4轴CNC加工的优点,4轴CNC加工具有一系列优势,可以提高效率并为各种制造行业提供经济高效的解决方案。以下是一些显着的优势:增强的功能:附加的A轴可以创建更复杂的零件,而这用三轴很难实现。这为设计和制造开辟了新的可能性。提高效率:通过允许从不同角度连续加工而无需手动调整工件,4轴CNC加工可以显着减少生产时间。更高的精度:增加的轴可以更好地控制加工过程,从而提高精度和准确度。多功能性:从小型电子零件到大型航空航天部件,4轴CNC机床可以处理各种材料和零件尺寸,使其成为任何制造设置中的多功能工具。数控机床四轴可以用于加工平面、立体、曲面等不同形状的工件,而且可以使用不同的加工刀具进行加工。江西五轴机床批发
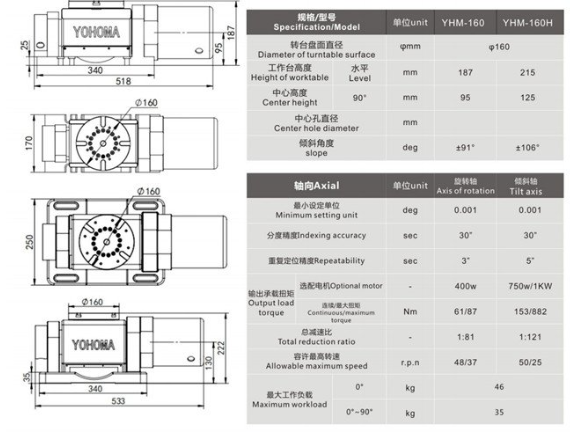
五轴联动加工中心有高效率、高精度的特点,工件一次装夹就可完成五面体的加工。若配以五轴联动的档次高数控系统,还可以对复杂的空间曲面进行高精度加工,更能够适应像汽车零部件、飞机结构件等现代模具的加工。立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。贵州五轴机床现货直发数控转台作为机床的第四/五轴,约占总造价1/4-1/3,起到保障加工质量的关键作用。
五轴数控机床(关于五轴数控机床的介绍):1、五轴加工(5 Axis Machining),数控机床加工的一种模式。2、根据ISO的规定,在描述数控机床的运动时,采用右手直角坐标系;其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。3、各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。4、通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动。5、换言之,五轴,指x、y、z三个移动轴加任意两个旋转轴。6、相对于常见的三轴(x、y、z三个自由度)加工而言,五轴加工是指加工几何形状比较复杂的零件时,需要加工刀具能够在五个自由度上进行定位和连接。7、五轴加工所采用的机床通常称为五轴机床或五轴加工中心。8、五轴加工常用于航天领域,加工具有自由曲面的机体零部件、涡轮机零部件和叶轮等。9、五轴机床可以不改变工件在机床上的位置而对工件的不同侧面进行加工,可较大程度上提高棱柱形零件的加工效率。
与三轴数控加工设备相比,五联动数控机床有以下优点:1.减少装夹次数,一次装夹完成五面加工,可以看出五轴加工中心还可以减少基准转换,提高加工精度。在实际加工中,只需一次装夹,加工精度更容易得到保证。同时五轴加工中心由于过程链的缩短和设备数量的减少,工装夹具数量、车间占地面积和设备维护费用也随之减少。这意味着您可以用更少的夹具,更少的厂房面积和维护费用,来完成更高效更高质量的加工!2. 缩短新产品研发周期,对于航空航天、汽车等领域的企业,有的新产品零件及成型模具形状很复杂,精度要求也很高,因此具备高柔性、高精度、高集成性和完整加工能力的五轴数控加工中心可以很好地解决新产品研发过程中复杂零件加工的精度和周期问题,较大程度上缩短研发周期和提高新产品的成功率。由于四轴数控机床精度高且能够处理复杂的几何形状,因此普遍应用于航空航天工业。
下文我们将以双转台档次高五轴数控系统为例,详细介绍一下RTCP功能。在五轴机床中定义第四轴和第五轴的概念:在双回转工作台结构中第四轴的转动影响到第五轴的姿态,第五轴的转动无法影响第四轴的姿态。第五轴为在第四轴上的回转坐标。好了,看完定义说明我们来解释一下。如上图所示,机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP就是为了消除这个补偿而产生的功能。一般四轴机床由进给系统、主轴系统、C轴(旋转轴)系统和控制系统组成。江西五轴机床批发
五轴机床5 Axis Machining,顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。江西五轴机床批发
如果CAM 系统检测到错误,可以立即对刀具轨迹进行处理;但如果在加工过程中发现NC 程序错误,不能像在三轴数控中那样直接对刀具轨迹进行修改。在三轴机床上,机床操作者可以直接对刀具半径等参数进行修改。而在五轴加工中,情况就不那么简单了,因为刀具尺寸和位置的变化对后续旋转运动轨迹有直接影响。刀具半径补偿,在五轴联动NC 程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却失效了。以圆柱铣刀进行接触成形铣削时,需要对不同直径的刀具编制不同的程序。目前流行的CNC 系统均无法完成刀具半径补偿,因为ISO文件中没有提供足够的数据对刀具位置进行重新计算。江西五轴机床批发
上一篇: 河南五轴转台价格
下一篇: 日本回转五轴转台参考价