吉林斜杆放料阀服务商
为提高放料阀的可靠度、延长阀门使用寿命,做好早期的尤其是施工期和投产期的维护和监管工作非常重要。为此建议:1、加强设备出厂前维护的监督工作以及运输过程中的监管工作;2、加强放料阀现场安装前的维护、保养以及安装过程的监理工作;3、安装前,一定要进行水压实验,及早发现问题,及早处理4、改变观念,进行预防性维护管理,制定周期性维护计划并严格实施;5、加强专业培训,提高专业维护人员素质,做到维护保养科学、规范和安全:6、建立和完善设备出厂、运输、安装、试验、使用的维护、保养台帐,为以后的管理工作做好原始资料的记录和积累:7、进行不断摸索,建立相关的、科学的维护程序和检验标准。温州太科阀门与您分享斜杆放料阀的重要性。吉林斜杆放料阀服务商

如何解决放料阀的密封问题是重中之重,因为阀门的跑、冒、滴、漏现象,绝大部分发生在这里。下面我们一起来讨论阀门的动密封的问题。阀门的动密封,主要是指阀杆密封。不让阀内介质随阀杆运动而泄漏,是阀门动密封的中心课题。1、填料函形式目前,阀门动密封,以填料函为主。填料函的基本形式是:(1)压盖式:这是用得多的形式。同一形式又能许多细节区别。例如,从压紧螺栓来说,可分T形栓(用于压力s16公斤平方厘米的低压阀门)、双头螺栓和活节螺栓等。从压盖来说,可分整体式和组合式。(2)压紧摆母式这种形式,外形尺寸小,但压紧力受限制,只使用于小阀门。2、填料填料函内,以填料与阀杆直接接触并充满填料函,阻止介质外漏。对填料有以下要求:(1)密封性好;(2)耐腐蚀;(3)磨擦系数小;(4)适应介质温度和压力。天津防爆气动斜杆放料阀型号斜杆放料阀的重要组成部分。
在工业流程中,每个环节都需要精密的设备来保证其正常运行。其中,气动斜杆放料阀作为一种关键设备,其性能与效率直接影响着整个生产流程的顺畅度。气动斜杆放料阀,顾名思义,是一种以气动方式驱动的阀门,其主要部件是斜杆。该阀门的运作原理主要是通过气动装置驱动斜杆,进而控制放料口的开启和关闭。由于气动斜杆放料阀具有操作简便、密封性好、耐腐蚀等优点,因此被普遍应用于化工、制药、食品等多个行业。在过去的几年中,国内阀门制造商在气动斜杆放料阀的设计和制造方面取得了重大突破。值得一提的是,产品不仅在设计和性能上实现了突破,而且在价格上也具有很大的竞争力。在购买气动斜杆放料阀时,消费者应选择有品质保障的制造商。消费者在购买时可以结合自己的实际需求和预算进行选择。总之,气动斜杆放料阀作为工业流程中的关键设备,其性能和质量对于整个生产流程的重要性不言而喻。随着国内阀门制造商在设计和制造方面的不断创新和进步,相信未来气动斜杆放料阀的应用将更加普遍、更加高效。对于广大消费者来说,选择一款品质高、性价比高的气动斜杆放料阀将为他们的工业生产带来巨大的效益和便利。
放料阀与闸阀相比有开闭时间短,操作为矩小,安装空间小和重量轻。以DN1000为例,放料阀约2T,而闸阀约3.5T,且放料阀易与各种驱动装置组合,有良好的耐久性和可靠性。橡胶软密封放料阀缺点是作节流使用时,由于使用不当会产生气蚀,使橡胶座剥落、损伤等情况发生。为此,现在国际上又开发金属硬密封放料阀,气蚀区减小,近几年我国也开发了金属硬密封放料阀,在日本近年来还开发耐气蚀、低振动、低噪声的梳齿形放料阀。一般密封座的寿命在正常情况下,橡胶15年-20年,金属的80年-90年。但如何正确选用则要根据工况要求。有哪些领域需要使用斜杆放料阀呢?

放料阀的开度与流量之间的关系,基本上呈线性比例变化。如果用于控制流量,其流量特性与配管的流阻也有密切关系,如两条管道安装阀门口径、形式等全相同,而管道损失系数不同,阀门的流量差别也会很大。如果阀门处于节流幅度较大状态,阀板的背面容易发生气蚀,有损坏阀门的可能,一般均在15°外使用。放料阀处于中开度时,阀体与蝶板前端形成的开口形状以阀轴为中心,两侧形成完成不同的状态,一侧的蝶板前端顺流水方向而动,另一侧逆流水方向而动,因此,一侧阀体与阀板形成似喷嘴形开口,另一侧类似节流孔形开口,喷嘴侧比节流侧流速快的多,而节流侧阀门下面会产生负压,往往会出现橡胶密封件脱落。温州太科阀门与您分享斜杆放料阀发挥的重要作用。云南不锈钢斜杆放料阀
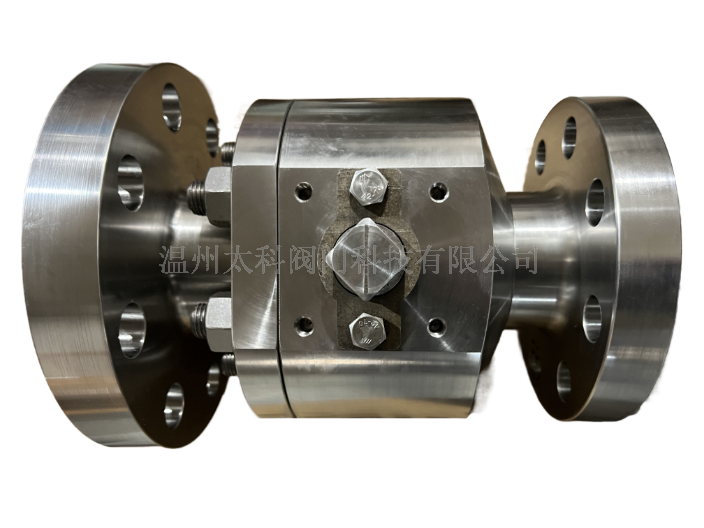
不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选。吉林斜杆放料阀服务商
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。吉林斜杆放料阀服务商
上一篇: 上海法兰球阀型号
下一篇: 浙江不锈钢法兰球阀报价