广东自动化SPI检测设备生产厂家
8种常见SMT产线检测技术(2)5.AOI自动光学检查AOI自动光学检测,利用光学和数字成像技术,采用计算机和软件技术分析图像而进行自动检测的一种新型技术。AOI设备一般可分为在线式和离线式两大类。AOI通过摄像头自动扫描PCB,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出PCB上缺陷:缺件、错件、坏件、锡球、偏移、侧立、立碑、反贴、极反、桥连、虚焊、无焊锡、少焊锡、多焊锡、组件浮起、IC引脚浮起、IC引脚弯曲,并通过显示器或自动标志把缺陷显示/标示出来,供维修人员修整。6.X射线检测(简称X-ray或AXI)X-Ray检测是利用X射线可穿透物质并在物质中有衰减的特性来发现缺陷,主要检测焊点内部缺陷,如BGA、CSP和FC中Chip的焊点检测。X射线检测是利用X射线具备很强的穿透性,能穿透物体表面的性能,看透被检焊点内部,从而达到检测和分析电子组件各种常见的焊点的焊接品质。X-Ray检测能充分反映出焊点的焊接质量,包括开路、短路、孔、洞、内部气泡以及锡量不足,并能做到定量分析。X-ray检测较大特点是能对BGA封装器件下面的焊点缺陷,如桥接、开路、焊球丢失、移位、钎料不足、空洞、焊球和焊点边缘模糊等内部进行检测。3分钟了解智能制造中的AOI检测技术。广东自动化SPI检测设备生产厂家

SPI验证目的:1.印刷锡膏破坏实验验证目的是为了降低SPI对锡膏范围值检测误报比例降低、提高人员误判可能性、发挥设备应该发挥的功能、提升设备检出直通率、提高生产效率。2.同时针对每次客户稽查SMT时所提出的’如何提高SPI直通率‘减少人员判定等问题,作出实际验证依据,便于后续客户稽查时,提出此问题时可以有凭有据回复。SPI检测机的功能:SPI检测机内锡膏测厚的镭射装置,利用光学影像来检查品质,如若有不正确印刷的PCB通过时,SPI检测机就会响起警报,以便及时发现锡膏印刷是否有偏移、高度偏差、缺陷破损等,在贴片前进行纠正和消除,将不良率降到较低。广东自动化SPI检测设备生产厂家SPI检测设备在工业自动化中扮演重要角色。

结构光栅型SPIPMP又称PSP(PhaseShiftProfilometry)技术是一种基于正弦条纹投影和位相测量的光学三维面形测量技术。通过获取全场条纹的空间信息与一个条纹周期内相移条纹的时序信息,来完成物体三维信息的重建。由于其具有全场性、速度快、高精度、自动化程度高等特点,这种技术已在工业检测、机器视觉、逆向工程等领域获得广泛应用。目前大部分的在线SPI设备都已经升级到此种技术。但是它采用的离散相移技术要求有精确的正弦结构光栅与精确的相移,在实际系统中不可避免地存在着光栅图像的非正弦化,相移误差与随机误差,它将导致计算位相和重建面形的误差。虽然已经出现了不少算法能降低线性相移误差,但要解决相移过程中的随机相移误差问题,还存在一定的困难。
SMT表面组装技术是目前电子组装行业里流行的一种技术和工艺,促进了电子产品的小型化、多功能化,为大批量生产、低缺陷率生产提供了条件。SMT锡膏的印刷是SMT制程中首道工序也是SMT生产工艺的重要环节,锡膏印刷质量直接影响焊接质量,特别在5G智能手机,汽车电子等产品SMT锡膏印刷更为重要;“60%以上的工艺不良来源于锡膏的印刷环节”这句话在密间距的电子产品中就能明显体现出它的含义。在现在一切数字化,智能化,自动化的浪潮下,智能机器人,汽车电子智能驾驶,AIOT,医疗设备等领域的小批量订单出现了爆发式增长,对传统的供应链管理造成了很大的挑战,电子EMS制造产业自动化已成为趋势,SMT行业也需要与时俱进。对于PCB行业而言,从工艺、成本和客户需求几个角度来看对于SPI设备的需求都呈现上升趋势。
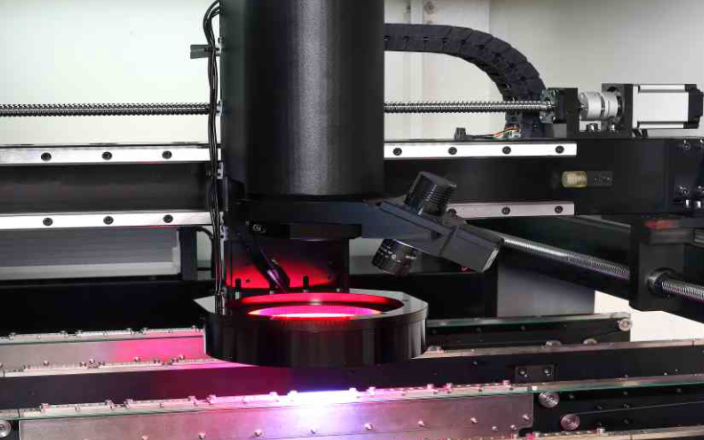
SPI在SMT行业中指的是锡膏检测设备(Solder Paste Inspection)的英文简称。用于锡膏印刷后检测锡膏的高度、体积、面积、短路和偏移量。其工作原理:锡膏检查机增加了锡膏测厚的雷射装置,所以SPI的工作原理与AOI类似,就是要先取一片拼板目检没有问题后让机器拍照当成标准样品,后面的板子就依照首片板子的影像及资料来作为判断根据,这样会有很多的误判率,所以需要不断的修改其参数,直到误判率降低到一定标准,因此,使用SPI时,需要有工程师维护。SMT锡膏的印刷是SMT制程中首道工序也是SMT生产工艺的重要环节,锡膏印刷质量直接影响焊接质量。汕尾精密SPI检测设备设备价钱
SPI技术主流?欢迎来电咨询。广东自动化SPI检测设备生产厂家
AOI检测误判的定义及存在原困、检测误判的定义及存在原困、检测误判的定义及存在原困误判的三种理解及产生原因可以分为以下几点:1、元件及焊点本来有发生不良的倾向,但处于允收范围。如元件本来发生了偏移,但在允收范围内;此类误判主要是由于阙值设定过严造成的,也可能是其本身介于不良与良品标准之间,AOI与MV(人工目检)确认造成的偏差,此类误判是可以通过调整及与MV协调标准来降低。2、元件及焊点无不良倾向,但由于DFM设计时未考虑AOI的可测性,而造成AOI判定良与否有一定的难度,为保证检出效果,将引入一些误判。如焊盘设计的过窄或过短,AOI进行检测时较难进行很准确的判定,此类情况所造成的误判较难消除,除非改进DFM或放弃此类元件的焊点不良检测。3、由于AOI依靠反射光来进行分析和判定,但有时光会受到一些随机因素的干扰而造成误判。如元件焊端有脏物或焊盘侧的印制线有部分未完全进行涂敷有部分裸露,从而造成搜索不良等。并且检测项目越多,可能造成的误报也会稍多。此类误报属随机误报,无法消除。广东自动化SPI检测设备生产厂家
上一篇: 云浮高速锡膏印刷机值得推荐
下一篇: 汕头高速锡膏印刷机市场价