福建靠谱的BIG大昭和多少钱
锥柄,作为刀柄(刃具)与机床配合之基,其重要性犹如树根之于参天大树;地基之于摩天大楼!其重要性不言而喻,但我们对它了解多少,使用中对其关爱是否足够呢?首先,刀柄与主轴之间为什么要选择锥柄(锥度)配合?如BT/BBT(7:24)和HSK(1:10)等。锥度配合有什么特点呢?1、锥度配合自定心性好,保证刀柄与主轴的连接精度;2、轴向施加拉力可使刀柄锥柄与机床主轴实现过盈配合,保证连接刚性和稳定性;3、卸载拉力后可实现ATC自动换刀。以上三点满足了现代加工对刀具系统高精度、高刚性、高稳定性和实现自动化的基本要求,是机床和刀具之间选择锥柄连接的主要原因。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,有需求可以来电咨询!福建靠谱的BIG大昭和多少钱
BIG大昭和
如何提升机械加工的核心竞争力之刀柄:正确认识刀柄,说起刀柄,仍旧有很多人认为刀柄只是一个简单的夹持工具,对加工并没有太大的影响;只要机床的精度高、刚性好,就万事OK了。
这是一个片面的认识,刀柄作为一个中介,连接机床主轴和刃具,机床借助刀柄将动力传递到刃具刃尖才能实现切削加工。没有好的刀柄,再优的机床也是徒劳。以下几点更是刀柄的重要之处:■跳动精度:刀柄本身的夹持精度。如果刀柄夹持精度不好,会抹灭机床主轴的跳动精度;■夹持力:跟机床无关,只能靠刀柄来保证;■夹持刚性:由刀柄的粗细和长短决定,机床也无能为力; 四川附近BIG大昭和刀柄苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,有想法的可以来电咨询!

刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻头在不同的跳动精度下加工10个孔后,测孔的位置精度。
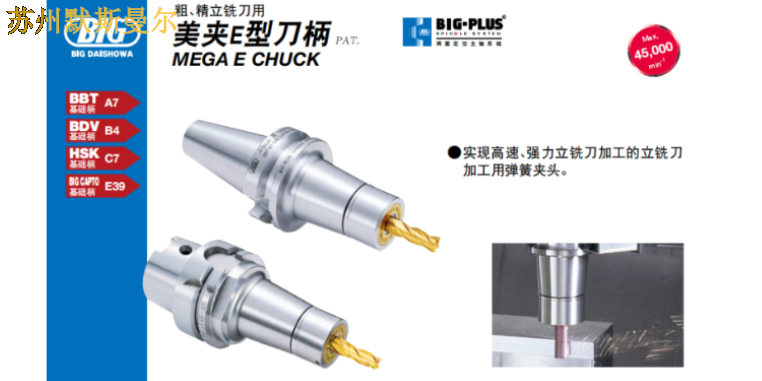
刀柄的夹持力更是会直接影响到工件是否会报废。比如以立铣刀铣削为例,在铣削的行进过程中,立铣刀会产生很大的向下拉力,由于刀柄夹持力不够大,铣刀有被拉出的风险,从而导致工件被过切,造成加工不良甚至报废。
>机床转速不够,无法进行高转速加工?
>机床主轴精度坏了,无法进行高精度铰孔加工?
>工件型腔复杂,并需要侧壁加工,主轴根本进不去?
>机床没有内冷功能,深孔钻屑时,无法使用内冷出水来排屑?
对于机械加工,好的刀柄不仅能直接提高生产加工效率,而且可大幅提升所加工产品的品质、精度,增加产品的附加值;在日趋激烈的市场竞争中,提升企业的核心竞争力。因此,对于刀柄,我们应该且必须要引起足够的重视。
除了对客户产品加工品质的提升之外,关于“花费”的问题也是一个用户关注的很重要的话题。 苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,有需求可以来电咨询!
如何避免价格“陷阱”:刀柄不是一个纯粹意义上的消耗品。常见的好的刀柄,如果正确使用的话,一般寿命会在5年~10年之久。所以刀柄的性能对生产过程是一个长久的效应,应该站在更宏观的角度去看刀柄的性能提升对整个工厂的影响,因此在选购刀柄的时候实际上是不能只是看刀柄的牌面价格的。但令人惊讶的是,很多客户目前对于刀柄产品还是抱有这样的思维定势:客户对待刀柄还是跟对待刃具等消耗品一样的认识,认为只要价格便宜,就是“物美价廉”。BIG大昭和对于种类多量少的加工,精加工时可在机床上快速进行μm级的直径调节,减少对刀时间。四川靠谱的BIG大昭和技术
上海质量好的BIG大昭和的公司。福建靠谱的BIG大昭和多少钱
与此同时,为了刀片的更加充分利用,根据刀片的特性,在倒角刀使用后消耗掉刀片4个直角边后,利用以下45°面铣刀盘,更可以充分利用正方形刀片的四个刀尖进行面铣加工,将原本四个刃的刀片用出8个刃的效果来。
同时,因为刀片本身结构的特性,该切削工具面铣时,四个刀片的切削刃形状如同四个修光刃在工件表面切削,更能够获得十分优异的光洁度效果。
市面上粗镗刀大致可分为两种形式,单刃粗镗刀和双刃粗镗刀。因单刃粗镗头在调节加工径时,会同时改变轴向尺寸,使用起来比较繁琐,且只有一个刃参与切削,加工效率相对较低。双刃粗镗刀因有两个对称的切削刃,切削时径向力相互抵消,孔径尺寸精度靠径向尺寸保证,且调节方便,效率高。因此随着镗刀的效率化,便捷化的不断发展,双刃粗镗目前已成为主流。下面为大家介绍一下双刃粗镗刀加工方式:平衡切削和段差切削。 福建靠谱的BIG大昭和多少钱
上一篇: 四川什么是BIG大昭和刀柄
下一篇: 天津国内BIG大昭和结构