上海视觉点胶控制系统公司
视觉点胶系统在面对复杂的作业环境时,可以采取以下应对策略:传感器选择:选择适合复杂作业环境的高性能传感器。例如,使用高分辨率相机可以提供更精确的图像信息,而使用激光传感器可以在光线不足或表面反射性差的情况下实现精确的测量。光照控制:对于光线条件差的环境,可以使用额外的光源来提供均匀而稳定的照明,以确保视觉系统能够准确地捕捉到工作区的图像。此外,调整相机参数,如曝光时间和增益,以适应光线条件的变化也是重要的。图像处理算法:使用先进的图像处理算法来处理复杂的作业环境。例如,使用自适应阈值算法可以在光照不均匀的情况下实现稳定的目标检测和定位。还可以采用滤波、形态学操作等技术来减少噪声和提取目标特征。姿态检测与校准:针对目标物体在复杂环境中需要出现的倾斜、旋转或形变等情况,需要使用姿态检测算法来获取准确的目标姿态信息。此外,定期进行系统校准以确保视觉系统的准确性和稳定性也是很重要的。视觉点胶系统的出现为工业生产带来了创新性的改变,提升了生产线效率。上海视觉点胶控制系统公司

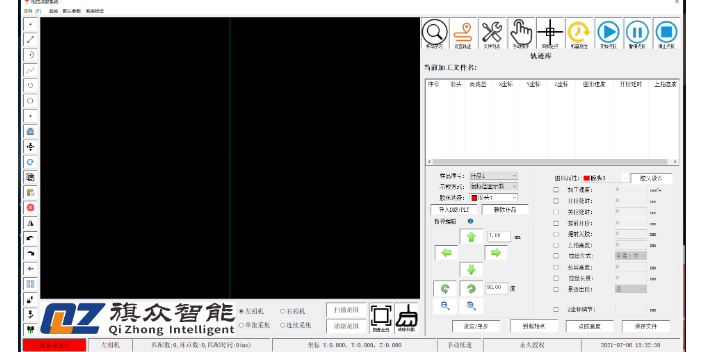
旗众智能视觉系统:视觉系统相当于设备的眼睛,可以让设备准确的识别产品的形状、颜色、位置等信息。普通视觉往往是针对特定行业的特定项目进行的定制性开发,不同应用场景则需要开发多款软件,这就使得传统视觉系统不具备通用性,而且需要技术人员编写底层代码,对使用人员要求很高。旗众开发了一款简单易易用的通用机器视觉系统,能适配所有需要使用视觉的设备,只需简单地将各个功能板块进行组合,就可以完成一个复杂的项目,有效缩短了开发人员的开发周期,为客户赢得了时间。广州大视野视觉点胶系统非标定制该系统的高度智能化设计使得企业能够更好地应对市场需求变化。
视觉点胶系统的数字化转型进程可以通过以下途径来推进:数据化采集:数字化转型的第一步是通过各种传感器、控制器和相机等设备进行数据采集,获取实时的生产和设备参数数据,在点胶过程中,要采集液体的流速、流量、粘度、温度等关键参数,以便优化点胶流程。数据分析:将实时采集的数据进行处理、分析和展示,例如将点胶结果与设计图进行比较,以便及时发现点胶问题,为生产工艺优化提供参考。机器学习与人工智能:机器学习和人工智能技术可以帮助分析大量的数据,发现点胶过程中的潜在问题,同时也可以根据历史数据预测不同参数下点胶质量的变化趋势,节约调试时间和生产成本。智能化控制:针对点胶过程中的不同环境和不同场景,可以开发智能化的控制算法,实现自动调节控制、自动预警和自动报警,为生产工艺提供更高的效率和精度。
视觉点胶系统的能耗主要取决于系统的具体配置和运行方式。以下是一些需要影响能耗的因素:光源能耗:视觉点胶系统通常使用光源照明来提供足够的光线以获取清晰的图像。不同类型的照明设备(如LED灯)具有不同的能耗水平。相机能耗:视觉点胶系统需要使用相机捕捉工件的图像,进行分析和判定。相机的能耗主要取决于其类型(例如,CCD相机或CMOS相机)和分辨率。计算设备能耗:视觉点胶系统通常需要一台计算设备来运行图像处理算法和点胶控制软件。计算设备的能耗与其型号、配置和负载有关。运动控制能耗:视觉点胶系统中的运动控制系统用于控制机械臂或其他设备的运动。这些设备的能耗与其电机类型、功率和运动频率有关。智能控制系统使得视觉点胶系统能够适应不同工艺要求。
视觉点胶系统的适用性取决于其设计和材料选择。在高温环境下进行点胶需要存在一些挑战,但也有适用于高温环境的视觉点胶系统。针对高温环境下的生产,可以采取以下措施来确保视觉点胶系统的适用性和安全性:选择高温耐受材料:在高温环境下,点胶系统的部件应选用能够耐受高温的材料,如高温耐受的塑料或金属。这些材料能够在高温下保持稳定性和强度,不受热膨胀或熔化的影响。采用适应高温的粘合剂:选择能够承受高温的胶水或粘合剂是至关重要的。在高温环境下,普通的胶水需要会失去粘合力或产生质量问题。因此,在高温环境下使用专门设计的高温胶水能够确保点胶效果的稳定性和质量。散热设计:在高温环境下,点胶系统的散热也是一个重要考虑因素。过热需要会对系统的性能和稳定性产生不利影响。因此,视觉点胶系统应该设计合理的散热装置,以保持系统在高温环境下的正常运行温度。该系统的高效率胶水应用使生产线能够快速满足客户需求,提升了企业的生产能力。广州大视野视觉点胶系统非标定制
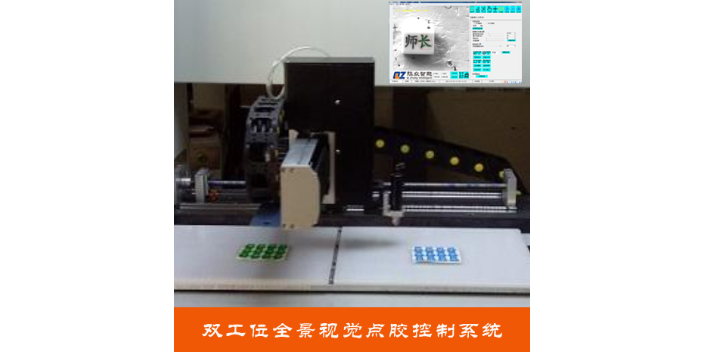
视觉点胶系统通过图像识别技术实现自动化胶水点胶,提高生产效率。上海视觉点胶控制系统公司
在视觉点胶系统中,虽然现代的算法和技术已经极大地改善了系统的准确性和可靠性,但仍然需要会出现一些判断错误。以下是一些常见的判断错误:假阳性错误:在判断点胶位置和质量时,系统错误地将无需点胶的区域标记为需要点胶,导致多余的胶水施加。这需要是由于图像处理中的噪声、光照变化或表面反射特性等因素引起的。假阴性错误:系统未能检测到需要点胶的区域,导致少量或未点胶的位置。这需要是由于图像处理中的图像分辨率不足、检测算法的灵敏度设置不当或物体表面特性的变化等原因引起的。点胶位置偏差:系统在点胶位置控制上出现偏差,使得点胶位置与目标位置不匹配。这需要是由于机械结构的误差、控制系统的延迟或图像处理算法的误差等因素引起的。点胶质量误判:系统未能准确判断点胶的质量,导致胶水过多或过少。这需要是由于图像处理算法对胶水的特征提取不准确或对胶水流动性的判断不准确等原因引起的。上海视觉点胶控制系统公司
上一篇: 东莞辅料贴合系统定制
下一篇: 中山局部视觉点胶系统单价