西藏PVC塑料分切机定制厂家
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑移:卷的太松、张力太小,卷的太紧、张力太大。(6)薄膜表面有划痕:分切机导辊表面不清洁,被动导辊转动不灵,导辊表面有划痕,应修理或更换。(7)膜卷表面有硬块状凸起:收卷太紧(暴筋),卷进杂质,薄膜本身晶点过大造成。(8)卷材端面菊花状:由于薄膜外层张力太大,是内层膜产生滑移,造成过紧应调整收卷锥度,使锥度值加大,以减少外层张力。分切机,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法可以来我司咨询!西藏PVC塑料分切机定制厂家
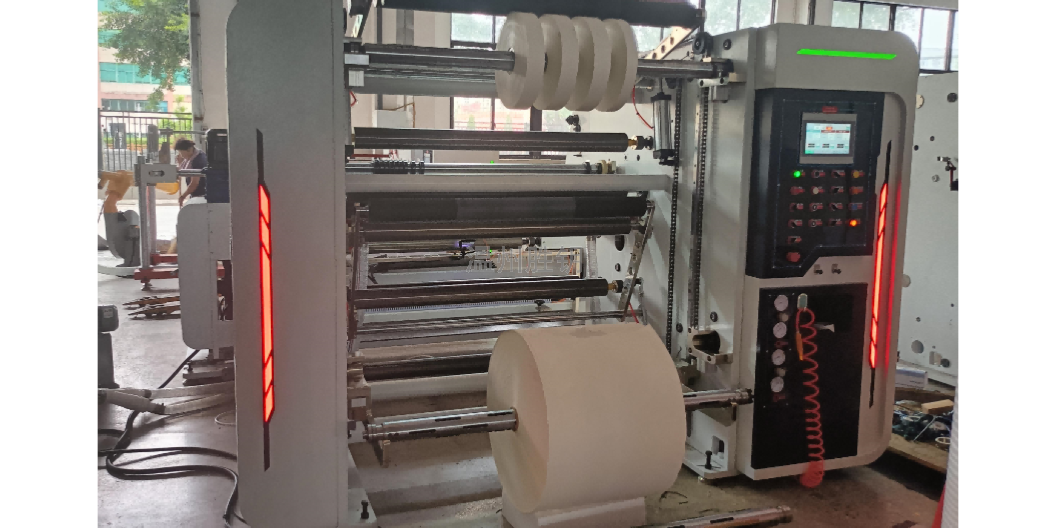
分切机
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。北京票据纸分切机分切机,就选温州胜钥环保设备有限公司,有想法的可以来电咨询!
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。
分切机开机前检查规程1.每天上班前必须保证8小时的睡眠时间,提前分钟到场,严禁酒后上班。2.严禁携带易燃易爆物品进入车间。3.上岗前必须穿戴工作服、工作帽和安全鞋,头发和着装必须符合公司规范。4.检查电、气是否正常。5.送电前检查设备所处状态,其安全防护板、防护网是否正常。6.合闸送电,打开压缩空气开关。7.检查设备按钮、收、放卷张力是否正常。8.更换刀片和清理刀片部位卫生时必须小心操作,防止划伤。9.上料时必须居中锁紧,必须小心操作防止夹伤。10.任何情况下禁止将手指伸入压辊里面。11.准备工作完成前禁止任何人开动或点动设备防止误伤。12.必须使用专门上料车上料和卸料,确认料装好后才能拉开上料车,防止材料掉下砸伤。温州胜钥环保设备有限公司为您提供分切机设备,期待您的光临!

分切机的工作流程通常包括上料、送料、切割和收料等步骤。分切机是一种将长条材料垂直于其轴向切成所需长度的设备。它广泛应用于金属、塑料、纸张、织物、胶带、电线等行业。其优点是高速、高效、准确,使得一些行业的生产效率得到了提高。分切机的切割部分主要由切割刀片、定位轮和导向系统组成。切割刀片通常采用硬质合金制成,较具耐用性能和切割质量。定位轮和导向系统的作用是确保材料的稳定性和精度,使得每一次切割都能达到高精度的要求。温州胜钥环保设备有限公司为您提供分切机设备,有想法的可以来电咨询!河南全自动高速分切机厂家
温州胜钥环保设备有限公司是一家专业提供分切机的公司,有想法的不要错过哦!西藏PVC塑料分切机定制厂家
分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。西藏PVC塑料分切机定制厂家
上一篇: 河南牛皮纸分切机厂家
下一篇: 中国香港无纺布分切机规格