安徽CF8C带颈平焊法兰参考价
带颈平焊法兰在运用过程中因为不诱钢法兰衔接时分的不妥或许运用年头过长而呈现泄露的状况,呈现这种状况用户不用惊慌。首要音看洲费部位,在泄露部位一般因为不锈钢法兰街接空院极小不可能通过空隙注入密封剂消除走漏。密封施工办法根据走漏部位现场勘测,为完成有限封堵,选用固定夹具法容纳走漏点构成密封腔,注入密封剂,然后消除走漏。而一边的夹具都是订做,夹具一要满意容纳走漏点,建立阀体不锈钢法兰与管道对焊不锈钢法兰街接短节不锈钢法兰间的密封脖为一要点。在雨雪天的时候,要注意做好带颈平焊法兰的防潮工作。安徽CF8C带颈平焊法兰参考价

带颈平焊法兰的螺栓预紧力是什么呢?了解这方面的知识可以更好的保护法兰的哪一方面你?带颈平焊法兰的螺栓预紧力是影响密封的重要因素,预紧力应尽可能均匀地作用到垫片上,通常采取减小螺栓直径、增加螺栓数量、采取适当的预紧方法等措施来提高密封性能,适当提高螺栓预紧可以增加垫片的密封能力,因为加大预紧力可使垫片在正常工况下保留较大的接触面比压力。但预紧力不宜过大,否则会使垫片整体屈服而丧失回弹能力,甚至将垫片挤出或压坏。多多注意防护,可以更好延续使用时间。上海高压带颈平焊法兰行价带颈平焊法兰的密封面的有很多种密封形式,其中榫槽面和突面较为常见。
带颈平焊法兰处理一般为固溶热处理,通常称为“退火”,温度范围为1040—1120℃(日本标准)。也可以通过退火炉的观察孔进行观察。退火区的大的法兰管件应为白炽状态,但不得软化下垂。保护气体压力,为了防止微泄漏,炉内保护气体应保持正压,如果是氢气保护气,一般需要20 Kbar以上。退火气氛:一般采用纯氢作为退火气氛,空气纯度大于99.99%。如果大气的另一部分是惯性气体,纯度也可以较低,但不能含有太多的氧气、水蒸气。炉体密封,外壳有钢板和型钢焊接而成,用型钢和钢板焊接小车,通过与炉衬和砂封机构的软接触,减少热辐射和对流损失,有效地保证炉体密封。明亮的退火炉应关闭并与外部空气隔离;如果用氢作为保护气体,则只开一个出口(用来点燃所排放的氢)。用肥皂水检查退火炉各接头的间隙,看它是否脱落。其中,容易跑气的地方是退火炉进入管外的地方,这里的密封圈特别容易磨损,应经常检查更换。
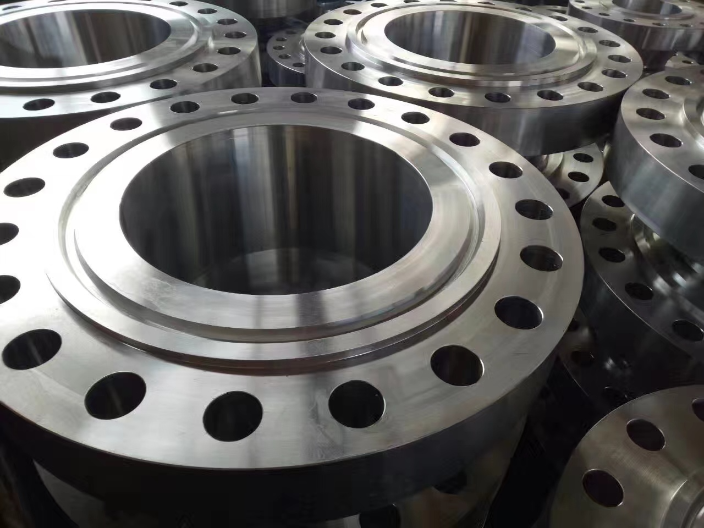
带颈平焊法兰的制造工艺包括材料准备、加工、装配和焊接等步骤。首先,选择合适的材料,通常使用碳钢、不锈钢、合金钢等材料制造。然后,对材料进行切割、成型和加工,制作出法兰盘和颈部的形状。接下来,将法兰盘和颈部进行装配,通过螺栓将它们固定在一起。然后进行焊接,将法兰盘和管道焊接在一起,确保连接的牢固和密封性。带颈平焊法兰具有以下优点:首先,它具有良好的密封性能,能够有效防止流体泄漏。其次,它具有较高的强度和刚度,能够承受较大的压力和温度。此外,带颈平焊法兰还具有易于安装和拆卸的特点,方便维修和更换管道。然而,带颈平焊法兰也存在一些缺点,如制造成本较高、焊接工艺要求较高等。带颈平焊法兰的质检的常见方法有:宏观组织检查宏观组织检查又称低倍检查,显微组织检查,超声波探伤。
在带颈平焊法兰的应力松懈问题中,为了避免因憋压使阀体与不锈钢法兰空隙潜在走漏处呈现再走漏,在夹具与阀体不锈钢法兰外缘吻合处设环形腔注胶。因为异径不锈钢法兰在注剂过程中夹具易向小径不锈钢法兰侧发生位移,故选用齿形接触卡紧的限位办法。在操作的时分密封剂固化后,通过作用调查,进行局部补注压紧,避免应力松懈,再封闭注剂孔。到底要如何才能保证让带颈平焊法兰在运送的过程中不变形呢?答案便是在车床上的时分,及钢筋进行十字的焊接,把带颈平焊法兰的尺度固定住,有了钢筋的固定,尺度就不变了,而客户把运送到现场的带颈平悍法兰盘在煤接到设备上之后,再把钢筋取下来。并把焊钢筋的方位时行打磨。这样就处理了带颈平悍法兰在运送过程中变形的问题了。国内带颈平焊法兰的计算方法基本上是以华脱斯法为主。上海高压带颈平焊法兰行价
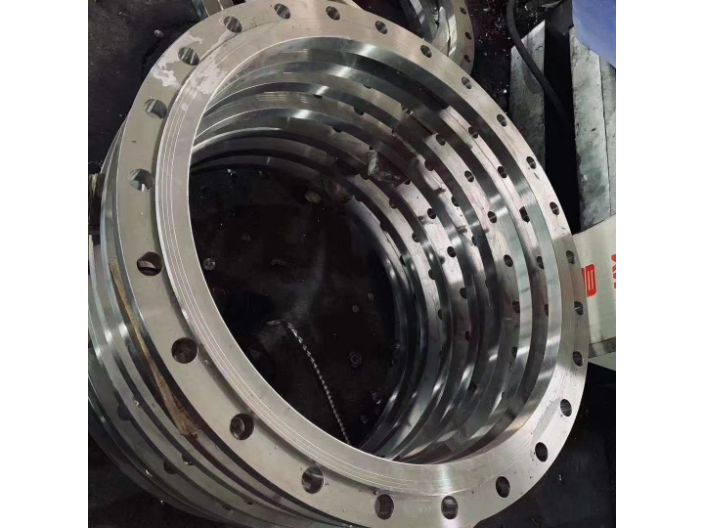
带颈平焊法兰连接于管端。主要是使管子与管子相互连接的零件。安徽CF8C带颈平焊法兰参考价
我们在购买法带颈平焊法兰后是直接入库保存吗?带颈平焊法兰不能长期存放,应按期检查。常常对外露的加工表面须保持清洁,清掉污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放;法兰的球阀,截止阀,闸阀使用时,只作全开或全闭,不做调节流量用,以免密封面受冲蚀,加速磨损。那么,法兰检查时,都检查什么呢?首先应该核对名称、规格型号、数量、材质是否与订货合同技术要求一致。然后检查外观标识是否清晰,规格标识、材质标识是否与材质证吻合,锻造表面应光滑,不得有锻造伤痕、裂纹等问题。 安徽CF8C带颈平焊法兰参考价
上一篇: 河南304法兰定制加工
下一篇: 常州铬钼钢法兰怎么样