武汉微型涡轮蜗杆减速机
铝合金减速机的输出轴端安装小齿轮、联轴器或者带轮时,要采用轴端螺孔压入方式,并杜绝敲击。还未用过的铝合金减速机试运行160小时左右,应该重新更换润滑油,日后换润滑油的时间间隔约为4500小时。铝合金减速机箱体内的应当保留足够的润滑油,并定时检查油的量度。不允许采用合成油与矿物质油混合来选用。蜗轮蜗杆减速机是一个常用的仪器。那么,蜗轮蜗杆减速机根据要求对中再之后,蜗轮蜗杆减速机可以获得更理想的传动效果和更长久的选用寿命。蜗轮蜗杆减速机所采用的联轴器有多种可选类型,但好不能选用钢性固定式联轴器,这类联轴器的安装特别困难,倘若安装不当就能够加强载荷量,容易造成轴承的损坏,甚至会造成输出轴的断裂。以上只算是蜗轮蜗杆减速机如何用效果好的主要相关事项。次选用或更换蜗轮蜗杆减速机时运转150-小时后更换润滑油,按期检查蜗轮蜗杆减速机油的份量和质量,保留足够润滑油,注油量须按表要求,蜗轮蜗杆减速机工作场所温度为—40°C~+40°C,当环境温度低于0°C时,起动前润滑必须加热到0°C以上或采用低凝固点的润滑油。创日精工减速机是您的减速机选型方案专家,超长质保,现货供应,质量可靠,规格齐全,欢迎来电咨询。武汉微型涡轮蜗杆减速机

涡轮蜗杆减速机传动机械中齿轮轴常用的材料有45钢的碳钢、40Cr、20CrMnTi的合金钢等。由于齿轮轴的强度要求较高,采用圆钢直接加工会消耗大量的材料和劳动力。加工毛坯时,如锻件为自由锻件,须按GB/T15826标准加工;如果毛坯是模锻件,加工余量须符合GB/T12362体系标准。为防止锻件出现晶粒不均匀、裂纹、裂纹等锻造缺陷,应按照有关锻件国家评定标准进行检验。许多齿轮轴的毛坯大多采用碳素结构钢和合金钢。为了提高材料的硬度并便于加工,热处理采用正火热处理,即:正火工艺,温度960℃,风冷,硬度值保持HB170-207。正火热处理还可以细化锻件的晶粒,使结晶组织均匀,消除锻造应力,为以后的热处理奠定基础。粗车削的主要目的是减少毛坯表面的加工余量,而主表面的加工顺序取决于零件预留基准的选择。齿轮轴类零件的特性和各曲面的精度要求都受到定位基准的影响。齿轮轴类零件通常采用轴作为定位基准,这样可以使该基准与设计基准统一重合。在实际生产中,以外圆为粗略定位基准,以齿轮轴两端中心孔为定位精度基准,误差控制在尺寸误差的1/3 ~ 1/5范围内。初步热处理后,将毛坯在两个端面上翻转或碾磨(用划线修正),然后标记两端中心孔,钻两端中心孔,然后将外圆粗化。深圳涡轮蜗杆减速机生产厂家减速机的研发,生产,设计,是精密机械动作元件的供应者,使用寿命长,运转平稳,噪声低。欢迎来电咨询。
实际所需扭矩Tr2[Nm]:所需转矩取决于应用场合的实际工况。拟选齿轮箱的额定转矩TN必须大于这个转矩。计算用扭矩Tc2[Nm]:会在选择齿轮箱时被用到,可以由实际所需转矩Tr2和系数fs,按以下公式得出:Tc2=Tr2*fs≤Tn侧倾力矩[Nm]:指轴向力和径向力作用于输出端轴承上径向受力点的力矩。轴向力F2AMax[N]:是指平行于轴心的一个力。它平行于输出轴。它的作用点与输出轴端有一定的轴向偏差(y2)时,会形成一个额外的弯挠力矩。轴向力超过样本所示的额定值时,须用联轴节来抵消这种弯挠力。径向力F2RMax[N]:指垂直作用于轴向力的一个力。它的作用点与轴端有一定的轴向距离(x2),这个点成一个杠杆点。横向力形成一个弯挠力矩。
涡轮蜗杆减速机壳体检修:(1)首先对壳体内部用煤油进行清洗,观察有无裂纹或脱落现象;(2)用百分表测量壳体内装配轴承内孔尺寸并做记录;(3)测量超差或已损伤的壳体,应予修复或者更换;(4)减速机在安装时所有零部件应清洗干净,装配顺序与拆时相反;(5)装输出部分,将轴外表面涂油或清洁剂,轴承在压入轴后轴承内圈必须紧贴轴肩或定位套;(6)装入齿轮时,齿轮端面与轴肩间隙不大于0.1mm;(7)挡油盘应平整完好,内圈与轴固定好;(8)装中间轴部分,首先将固定端的轴承压入壳体,然后按顺序把齿轮、中间隔套放入,后将另一端压好轴承的轴校对下面齿轮键槽后一并压入到位。;(9)装输入部分,先把固定端的压盖装好,压入该端轴承,再把齿轮和隔套按顺序放好,然后将另一端压好轴承的轴一并压入;(10)齿轮接触斑点沿齿高方向不小于45%,沿齿长方向不小于60%,接触均匀,位置接近齿面中间部分;(11)减速机加入新油,牌号要统一,不得混用,油面位置应该在标尺观察孔中部;(12)然后压入皮带轮,固定螺栓必须配装止退垫或防栓锁片;(13)壳体结合面必须涂密封胶,紧固螺栓拧紧;(14)减速机保养换油时将旧油全部放尽,换新润滑油。创日精工JIG齿轮减速机,产品通过ISO9001质量体系认证,品质优良,现货供应,欢迎来电咨询。

涡轮蜗杆减速机检修流程:1、拆机,根据设备构造逐步进行拆卸,并做好详细记录防止混件;2、对减速机箱体进行清洗、检查有无漏油点;3、对减速机内的齿轮进行检查、测量,重点查看齿轮磨损情况及其啮合状态,记录检查结果;4、对轴承间隙进行测量、检查磨损情况,对壳体进行测量、查看磨损情况,记录各项检查结果;5、对减速机内输入、输出、中间轴进行测量、查看磨损情况,记录检查结果;6、总结以上检查结果,汇总各项尺寸偏差,并确定修复项目。减速机厂商,型号齐全,可根据客户需求非标定制,规格型号齐全,品质优良,现货供应,欢迎来电咨询。徐州大型涡轮蜗杆减速机
专业生产减速机厂家,性能稳定,厂家品质保障,JIG出品必属精品,厂家直销,是您的放心之选。武汉微型涡轮蜗杆减速机
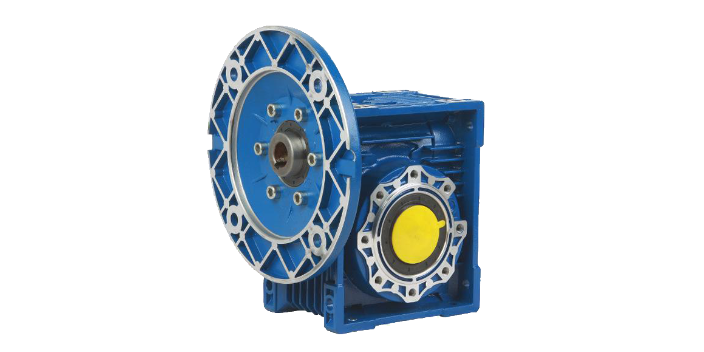
电机与蜗轮蜗杆减速机一体是常见组合产品,电机输出转矩及最高转速经过蜗轮蜗杆减速机减速后降低转速并提高输出转矩,广泛应用领域包括化工、印刷、包装、食品、冶金、纺织、电线电缆、橡胶、机电及自动化等各行各业。电机种类有很多,蜗轮蜗杆减速机有铸铁系列与RV系列,那么应当如何根据电机型号规格匹配蜗轮蜗杆减速机呢?匹配蜗轮蜗杆减速机,须知电机的相关参数如下:1、 极数(2-8极),最高转速;2、 三相还是单相,功率是多少;3、 安装方式,立式还是卧式;4、 输出轴轴径,输出是否带法兰和具体的安装尺寸;5、 要求蜗轮蜗杆减速机输出转速是多少。了解了这些基本的参数后才能更好的获得适合的涡轮蜗杆减速机武汉微型涡轮蜗杆减速机
深圳市创日精工科技有限公司是一家贸易型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家私营有限责任公司企业。公司始终坚持客户需求优先的原则,致力于提供高质量的减速机,中空旋转平台,伺服电机,调速器。创日精工自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
上一篇: 武汉同轴式中空旋转平台
下一篇: 惠州行星减速机价格