RV涡轮蜗杆减速机生产厂家
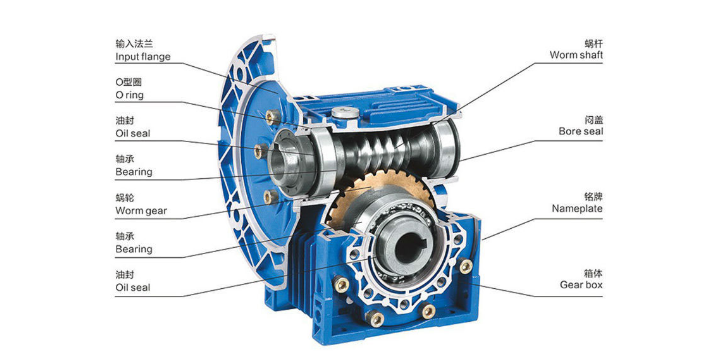
让我们一起来了解一下蜗轮减速器常见问题的分析。蜗轮蜗杆减速器结构特点:可以获得较大的传动比,这是更紧凑的交叉轴斜齿轮机构。两轮啮合齿面是直线接触的,其承载能力远远高于交叉轴斜齿轮机构。当蜗杆的超前角小于啮合齿间的等效摩擦角时,该机构为自锁机构,可实现反向自锁,即只有蜗杆可以驱动蜗轮,而蜗轮不能驱动蜗杆。例如在其重型机械中使用的自锁蜗杆机构,其反向自锁特性可以起到安全保护作用传动效率低,磨损严重。蜗轮在进行传动时,啮合齿间的相对滑动速度大,摩擦损失大,效率低。相对滑动速度意味着齿面磨损严重,产生热量。为了散热和减少磨损,经常使用较贵的材料,具有较好的抗摩抗磨性能和良好的润滑装置,所以成本较高。蜗杆的轴向力较大。蜗轮蜗杆减速器自锁功能应用:在减速器的传动方式中,蜗轮传动具有其他齿轮传动不具备的特点,即蜗杆可以方便地转动蜗轮,但蜗轮不能转动蜗杆。这是因为蜗轮的结构和传动是通过摩擦实现的。蜗轮传动的自锁功能在机械应用中非常有用,如卷扬机、输送设备等。然而,蜗轮的摩擦传动方式也使得蜗轮的传动效率远低于齿轮传动。并不是所有蜗轮蜗杆减速器都具有良好的自锁功能,只有达到速比后才能实现蜗轮蜗杆的自锁功能。减速机厂家主营: 蜗轮蜗杆减速机, 齿轮减速机, 硬齿面减速机等,硬齿面减速机厂,技术先进,1年保修!RV涡轮蜗杆减速机生产厂家

减速机检修轴承:1)用拉扒器或轴承压力机将轴承拆出,用煤油清洗;2)查看轴承磨损状况,晃动轴承,测量轴、径向间隙(0.02-0.2mm),转到轴承听其声音,查看滚珠和沟槽磨损程度,有点蚀和退火情况,严重的应予更换;3)检查并用千分尺测量轴承与轴安装结合处间隙,并记录测量结果,常规配合尺寸外圆应该加0.02-0.05mm,超出范围应进行修复;4)新轴承装配前须保持清洁;5)需要加注润滑脂的轴承,注入量应为轴承空腔的一半;6)压入法装配轴承时,压具和轴承体之间必须采用专业套或棒,敲击安装时同样采用,以免损伤轴承;7)轴承内外圈端面一般应靠近轴肩和内孔肩,圆锥和推力轴承一般不大于0.05mm,其它不大于0.1mm;8)轴承安装后外圆与壳体内孔应接触均匀,一般过盈量在0.02-0.05mm之间;9)用油加热或轴承加热器热装轴承时,温度不高于120℃;10)没有安装方向的轴承应将印有型号一端向外,以便查看;11)在轴两端装配径向不可调节的向心轴承,并且轴向位移遇两端压盖限定时,一端靠紧,另一端必须留有轴向间隙:计算公式如下:C=0.000011×(80-t)L﹢0.15(其中L为轴长,t为室温)12)角接触轴承轴向游隙一般为0.04—0.1mm,滚子轴承轴向游隙一般为0.05—0.18mm。云南NMRV涡轮蜗杆减速机创日精工-专注减速机产品,型号齐全,品质优良!公司不断引进先进的技术和工艺装备,只为客户放心。
齿轮齿面磨损的修复方法调整换位法、位移切削法、镶齿修复法和堆焊修复法是齿轮齿面磨损常用的四种修复方法。1.调整换位方法:更换磨损齿轮的轴承,继续使用未磨损或磨损较小的齿轮零件。适用于因单向运转而造成齿面磨损的齿轮传动机构的修复。对称结构的单面磨耗齿轮,可直接翻转180°重新安装使用;锥齿轮或正反转齿轮不能通过调整换位进行修理。2.偏位切削法:我们采用大排量的方法,将报废齿轮的某个数值,轮径滚刀,再次切出齿面腐蚀的部分,用负位移,将大齿轮小齿轮用正位移,加工后已成为新齿轮传动参数不变,从而导致大齿轮的修复,投入使用。金属加工厂人字轮磨损,Mn=16,Z=170,齿面点蚀,坑深约2~3mm。经过研究,对大齿轮进行大位移修复,并分别制作一个匹配的小齿轮。从而恢复了齿轮副的正常使用。3.插齿修齿法:对于小负荷、低速的齿轮,将个别齿敲除后,修齿时在刨床上刨出坏齿轮的齿根梯形槽,将槽形相同的新齿胚压入一定的松紧度,焊接牢固或用螺栓连接成型。4.堆焊修复方法:个别齿轮齿面磨损或齿端两侧磨损,可根据齿轮的损伤情况,在齿轮的整个或部分表面堆焊一层或几层金属。齿轮的焊接修理可分为电焊和气焊。堆焊齿轮修复,操作作简单,修复质量较好。
转动惯量J[Kgcm2]:表示一个物体尽力保持自己转动状态(或静止或转动)特性的一个值。样本中的值均指输入端。惯量比λ:是指负载惯量与传动系统惯量(电机加上齿轮箱)之间的比值。这个比值决定了系统的可控性。λ值越大,也就是各转动惯量差值越大,高动态的动作过程就越难精确控制,建议尽可能将入值控制在<5。齿轮箱可以将负载惯量降低1/i2。扭转刚度Ct21[Nm/Arcmin]:由加载力矩和所产生的扭转角之间的比率来定义。Ct21=△T/△ψ。它说明需要用多大的力矩才能把输出轴转动一弧分。扭转刚度是从迟滞曲线得出的。在曲线图上只需要关注T2B的50%和100%这个范围,在这个范围内,曲线可看成是一条直线。创日精工JIG齿轮减速机,产品通过ISO9001质量体系认证,品质优良,现货供应,欢迎来电咨询。
RV系列减速机具有结构紧凑、体积小、外形美观等特点,不同于一些外观粗糙的机器。其次,它的散热功能非常发达。此外,它易于安装和维护。这些是区别于其他大型减速机的特征。但在安装和使用过程中也需要注意一些方面。一,如果与其他减速机一起使用,则需要在低温下操作。此外,操作按钮只能在低温下使用。二,尽管RV系列减速机蜗杆可以在正方向和负方向上使用,但在改变方向时,只有在机器冷却和拆卸后才能改变方向。三,如果使用量较大,则需要以一周或一个月的频率投入润滑油进行维护,并且需要不时监控润滑油的数量。如果过低,会造成减速机延迟,影响工作效率,增加损失值。专业生产减速机厂家,性能稳定,厂家品质保障,多层检测工序严控质量,现货供应,欢迎来电咨询。泰州涡轮蜗杆减速机价格
减速机精选创日精工-10年口碑厂家,可协助客户将减速机导入机械产品中,是您挑选减速机的放心之选。RV涡轮蜗杆减速机生产厂家
涡轮蜗杆减速机壳体检修:(1)首先对壳体内部用煤油进行清洗,观察有无裂纹或脱落现象;(2)用百分表测量壳体内装配轴承内孔尺寸并做记录;(3)测量超差或已损伤的壳体,应予修复或者更换;(4)减速机在安装时所有零部件应清洗干净,装配顺序与拆时相反;(5)装输出部分,将轴外表面涂油或清洁剂,轴承在压入轴后轴承内圈必须紧贴轴肩或定位套;(6)装入齿轮时,齿轮端面与轴肩间隙不大于0.1mm;(7)挡油盘应平整完好,内圈与轴固定好;(8)装中间轴部分,首先将固定端的轴承压入壳体,然后按顺序把齿轮、中间隔套放入,后将另一端压好轴承的轴校对下面齿轮键槽后一并压入到位。;(9)装输入部分,先把固定端的压盖装好,压入该端轴承,再把齿轮和隔套按顺序放好,然后将另一端压好轴承的轴一并压入;(10)齿轮接触斑点沿齿高方向不小于45%,沿齿长方向不小于60%,接触均匀,位置接近齿面中间部分;(11)减速机加入新油,牌号要统一,不得混用,油面位置应该在标尺观察孔中部;(12)然后压入皮带轮,固定螺栓必须配装止退垫或防栓锁片;(13)壳体结合面必须涂密封胶,紧固螺栓拧紧;(14)减速机保养换油时将旧油全部放尽,换新润滑油。RV涡轮蜗杆减速机生产厂家
深圳市创日精工科技有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的贸易型企业。公司成立于2011-09-02,多年来在减速机,中空旋转平台,伺服电机,调速器行业形成了成熟、可靠的研发、生产体系。JIG目前推出了减速机,中空旋转平台,伺服电机,调速器等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力五金、工具发展。深圳市创日精工科技有限公司研发团队不断紧跟减速机,中空旋转平台,伺服电机,调速器行业发展趋势,研发与改进新的产品,从而保证公司在新技术研发方面不断提升,确保公司产品符合行业标准和要求。深圳市创日精工科技有限公司以市场为导向,以创新为动力。不断提升管理水平及减速机,中空旋转平台,伺服电机,调速器产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!
上一篇: 厦门涡轮蜗杆减速机生产厂家
下一篇: 南京中空旋转平台规格