重庆五金模具
高碳中铬工具钢用于模具的高碳中铬工具钢有Cr4W2MoV、Cr6WV、Cr5MoV等。它们的含铬量较低,共晶碳化物少,碳化物分布均匀,热处理变形小,具有良好的淬透性和尺寸稳定性。与碳化物偏析相对较严重的高碳高铬钢相比,性能有所改善。高速钢高速钢具有模具钢中比较高的的硬度、耐磨性和抗压强度,承载能力很高。模具中常用的有W18Cr4V(代号8-4-1)和含钨量较少的W6Mo5Cr4V2(代号6-5-4-2,美国牌号为M2)以及为提高韧性开发的降碳降钒高速钢6W6Mo5Cr4V(代号6W6或称低碳M2)。高速钢也需要改锻,以改善其碳化物分布。基体钢在高速钢的基本成分上添加少量的其它元素,适当增减含碳量,以改善钢的性能。这样的钢种统称基体钢。它们不仅有高速钢的特点,具有一定的耐磨性和硬度,而且抗疲劳强度和韧性均优于高速钢,为韧性冷作模具钢,材料成本却比高速钢低。模具中常用的基体钢有6Cr4W3Mo2VNb(代号65Nb)、7Cr7Mo2V2Si(代号LD)、5Cr4Mo3SiMnVAL(代号012AL)等。硬质合金和钢结硬质合金硬质合金的硬度和耐磨性高于其它任何种类的模具钢,但抗弯强度和韧性差。用作模具的硬质合金是钨钴类,对冲击性小而耐磨性要求高的模具,可选用含钴量较低的硬质合金。
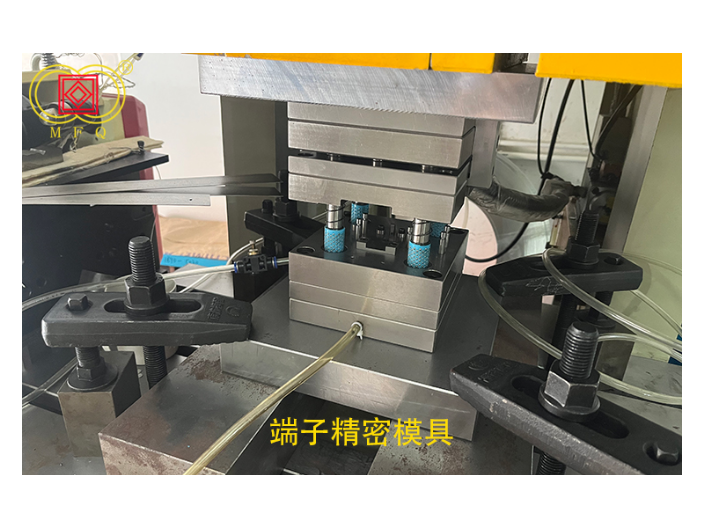
实现产品的模内快速传递,可以提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠。重庆五金模具
依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。a.冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。b.弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。c.抽制模具:抽制模具是将平面毛胚制成有底无缝容器。d.成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。e.压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。 重庆五金模具依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
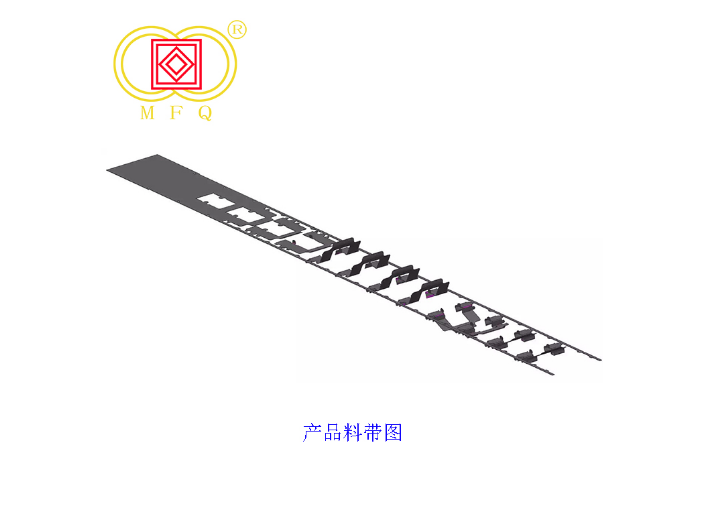
级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。传递模综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠。依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。抽制模具:抽制模具是将平面毛胚制成有底无缝容器。成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状。
模具的成型从设计,修改,买料等铸成,一副模具也是是由众多的模具零件组配而成,非标定制模具零件的质量直接影响着模具的质量,而非标模具零件的Z终质量又是由精加工来完成保证的,因此说控制好精加工关系重大。在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。在这个阶段要控制好零件变形,内应力,形状公差及尺寸精度等许多技术参数,在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。晟起精密模具配件厂大力从国外引进先进精密加工设备,如CNC铣床,GMD车床,火花机,线割机等,零件的加工精度可达,提高了产品的质量。模具非标零件的加工,非标冲针定做,一个总的指导思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工——热处理(淬火、调质)——精磨——电加工——钳工(表面处理)——组配加工。 拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。
磨削及抛光加工技术磨削及抛光加工由于精度高、表面质量好、表面粗糙度值低等特点,在精密模具加工中广泛应用。精密模具制造使用数控成形磨床、数控光学曲线磨床、数控连续轨迹坐标磨床及自动抛光机等先进设备和技术。数控测量产品结构的复杂,必然导致模具零件形状的复杂。传统的几何检测手段已无法适应模具的生产。现代模具制造已使用三坐标数控测量机进行模具零件的几何量的测量,模具加工过程的检测手段也取得了很大进展。三坐标数控测量机除了能高精度地测量复杂曲面的数据外,其良好的温度补偿装置、可靠的抗振保护能力、严密的除尘措施以及简便的操作步骤,使得现场自动化检测成为可能。模具先进制造技术的应用改变了传统制模技术模具质量依赖于人为因素,不易控制的状况,使得模具质量依赖于物化因素,整体水平容易控制,模具再现能力强。 液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。重庆五金模具
传递模综合了单工序模和级进模的特点。重庆五金模具
模具损坏(1)热处埋:淬火温度过高或不够,回火次数温度时间不适当,淬火方式时间没把握住;在使用一段时间後问题才出现。(2)冲压叠料:料片重叠仍继续冲压,通常为剥料板破裂。(3)废料阻塞:落料孔未钻或尺寸不符或落在床台未及时清理,以冲头和下模板损坏较多。(4)冲头掉落:末充份固定或悬吊,或螺丝太细强度不ì,或冲头折断。(5)逃孔不ì:冲头压板逃孔尺寸或深度不够,冲头和剥料板逃部不ì通常为剥料板损坏。(6)异物进入:制品吹出弹回,模零件崩损掉落,螺丝突出模面或其他物品进入模内,都可能损坏下模、剥料板或冲头,导柱。(7)组立错误:错装零件位置、方向而损坏。(8)弹簧因素:弹簧力不够或断裂或等高套不等高使剥料板倾斜,或弹簧配制不常,造成重叠冲打损坏零件。(9)冲压不当:工作高度调整过低,导柱失油,料条误送或冲半料,周边设备如送、放、收料机损坏,空气管未装或未开,冲床异常等,所造成的损坏。(10)维修不当:该换而未换或螺丝未锁紧或未按原状复原而造成上述各点发生。 重庆五金模具
上一篇: 比较好的手表配件加工价格
下一篇: 江西比较好的眼镜配件