福建卫生级锥形封头厂家
锥形封头的制作方法有多种,其中较为常见的包括:1.锻造法:通过高温锻造,将金属材料制成锥形封头的形状。此方法制得的封头质量较好,但成本较高。2.旋压法:利用旋压机将金属材料逐点压制成锥形封头的形状。此方法成本较低,但制得的封头质量相对较差。3.焊接法:将金属板材拼接成锥形封头的形状,然后进行焊接。此方法适用于大型锥形封头的制作。锥形封头的主要应用场景包括:1.压力容器:锥形封头广泛应用于石油、化工、食品等行业的压力容器中,如储罐、反应釜等。2.管道连接:锥形封头也可用于管道的连接处,起到密封作用,保证管道的安全运行。3.其他领域:锥形封头还可应用于制冷、环保、能源等其他领域。尽管锥形封头具有许多优点,但在某些情况下,它也可能存在一些缺点,如加工难度较大、应力集中等。因此,在实际应用中,我们需要根据具体情况选择合适的封头类型。温州浩邦金属制品有限公司是一家专业提供 对焊锥形封头设备的公司,欢迎您的来电哦!福建卫生级锥形封头厂家

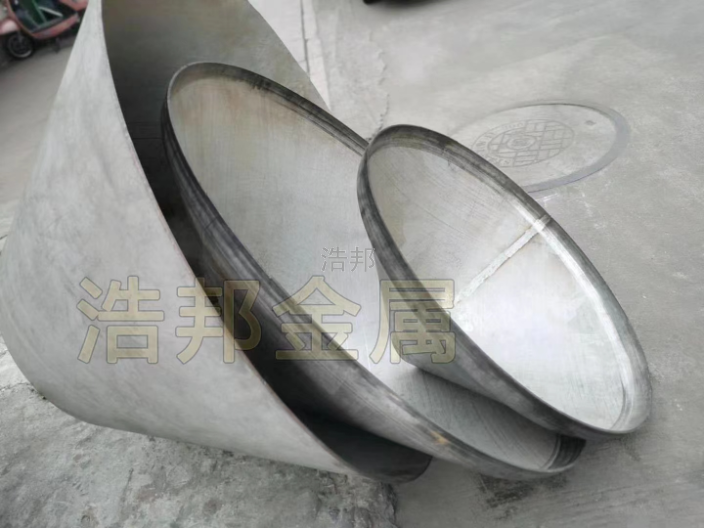
锥形封头的封头是容器的一部分,通过焊接与园柱体相连,按形状不同,可分为球形、椭园形、碟形、球帽、锥壳、平盖,其中球形、椭圆形、碟形、球帽形封头统称为凸头。谁形头分为对焊头和承插悍头。用于各种容器设备,如储罐、换热器、塔、反应器、锅炉和分离设备等。特点是在介质通过时能均匀地改变速度,便于卸载粘性液体和含有固体颗拉的物料,但机械性能较差,连接处形状突变引起的应力不连续与气缸或管道较大。封头生产厂家为减少不连续应力,谁壳的大端或小端可采用折边结构或圆聊过渡的局部加厚结构。推头的用途:在维头主体谁体的内压作用下,在大端产生较大的油膜应力。在圆维和圆样的交界处,由于几何不连续和曲率半径的突变该处会产生很大的横向推力,会产生很大的边缘应力,容易弯曲,因此需要得到加强。同时,头部锥形不锈钢头部的局部薄膜应力可能会出现在其边缘效应分布范围之外。因此,为确保安全,应将应力强度控制在之内。对于封头大端,加强段的厚度在任何情况下均不得小于连接维体的厚度,对于小端,加强段的厚度在任情况下均不得小于连接谁壳的厚度。江苏锅炉锥形封头重量对焊锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎您的来电!
不锈钢封头价格为什么相差这么大无论是什么产品,1.在市场上面的价格总是高低不一样的,我们封头也不例外,同一个型号产品,几个厂家,价格相差到一度让我们吃惊。经过我们深度分析后,对封头价格相差较大的原因也就不足为奇了。一、封头模具成本封头模具直接决定了封头的产品质量,很多客户找到我们,说封头的刮痕要少,以前在哪里哪里买的刮痕较深,其实这是封头模具的原因,当模具压制封头一定数量以后,模具有一定程度的损坏,必须进行重新维修,或更换,那么这个需要成本,如果模具一直使用,不做任何处理,虽然压制出来的封头能使用,但是表面就差了很多,所以这个模具的成本决定了封头价格高低。二、封头材料成本我们曾遇到过这样的客户,他在好几个封头厂家中对比,拿着比较低的封头价格问我们是否能生产,虽然很感谢客户,能选择希望与我们合作,但是,我们也将价格相差的原因告知。如:304材质不锈钢封头,这种是市场上面使用**多的,虽然都是304材质,但是它的产地不一样,如宝钢、太钢、张浦、东特等,成本是完全不一样的,宝钢、太钢冲压拉伸的性能比较好,而且大钢厂的钢板,质量各个方面都能得到保证,而张浦的钢板,材料比较细腻,特别适合抛光一类。
锥形封头的倾角对容器稳定性有重要影响。锥形封头的倾角决定了锥形封头过渡区的圆弧半径和锥底斜面的倾角,这些因素都会影响容器内部的压力分布和应力集中。如果倾角过大或过小,会导致容器内部的压力分布不均匀,产生过大的弯曲应力和扭曲应力,从而影响容器的稳定性。因此,在设计锥形封头时,需要根据容器的使用条件和压力等级等因素,选择合适的倾角,以保证容器的稳定性。锥形封头的倾角具体通过影响容器内部的压力分布来影响容器的稳定性。在锥形封头中,倾角的大小决定了锥形封头过渡区的圆弧半径和锥底斜面的倾角。这些因素会影响容器内部的压力分布,即容器内部的压力会随着锥形封头的倾角变化而变化。当倾角过大时,容器内部的压力分布会变得不均匀,容器壁面会承受较大的弯曲应力和扭曲应力,这些应力会导致容器发生变形或破裂,从而影响容器的稳定性。当倾角过小时,容器内部的压力分布会过于集中,容器壁面会承受过大的压力,这也会导致容器发生变形或破裂,从而影响容器的稳定性。因此,在设计锥形封头时,需要根据容器的使用条件和压力等级等因素,选择合适的倾角,以保证容器内部的压力分布均匀,减少容器的变形或破裂的风险,从而保证容器的稳定性。 温州浩邦金属制品有限公司 对焊锥形封头设备获得众多用户的认可。

锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,有想法可以来我司咨询!广西化工锥形封头尺寸
对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法可以来我司咨询!福建卫生级锥形封头厂家
下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。福建卫生级锥形封头厂家
上一篇: 辽宁压力罐锥形封头制造厂家
下一篇: 福建压力罐锥形封头标准