东莞眼镜框塑胶打磨服务电话
在日常生活中,我们经常会接触到各种塑胶制品,从家居用品到电子产品,它们的身影无处不在。然而,你是否想过这些看似普通的塑胶制品是如何焕发新生的呢?答案就隐藏在塑胶打磨的奥秘之中。塑胶打磨是一个看似简单却充满技巧的过程。它要求工匠们不仅要掌握基本的打磨技能,还需要对塑胶材料的特性有深入的了解。在这个过程中,每一个细节都至关重要。从选择合适的打磨工具,到掌握正确的打磨力度和角度,每一个步骤都需要精心策划和执行。在整个加工过程中不可避免地会遇到许多难以有效控制的因素,大多数客户关心的问题是交货期。东莞眼镜框塑胶打磨服务电话
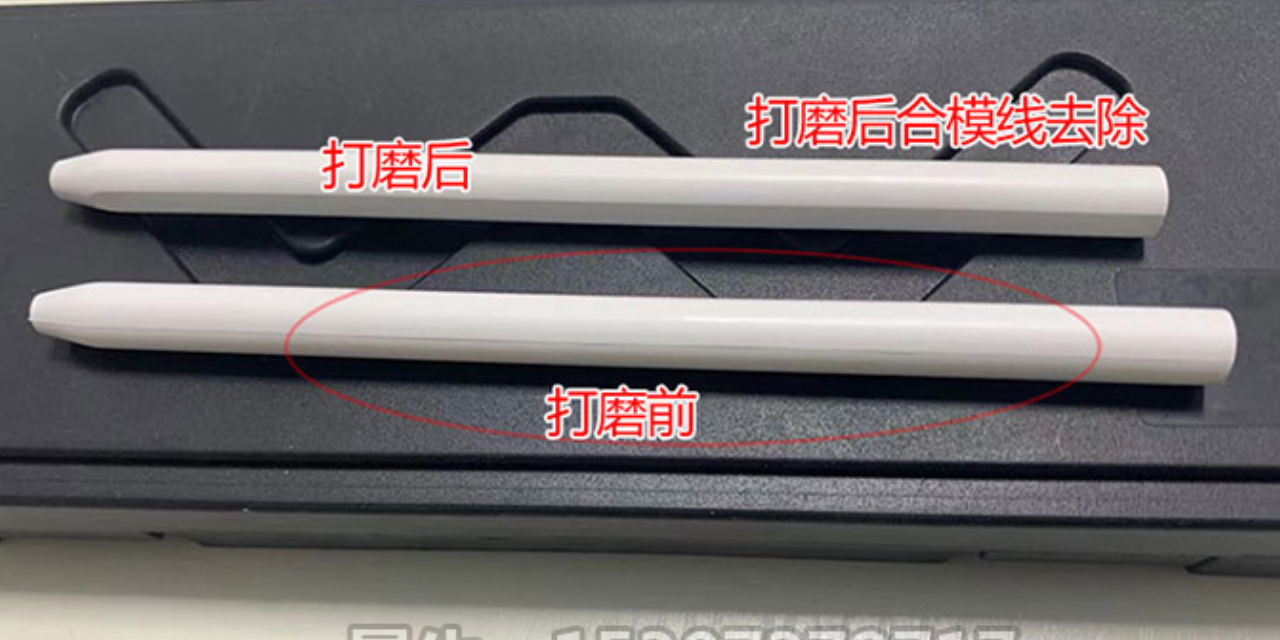
塑胶打磨
医疗塑胶模具定制是一个复杂的过程,需要考虑许多因素,包括设计、材料选择、生产工艺、质量控制等。首先,设计是医疗塑胶模具定制的关键步骤。设计师需要根据产品的使用需求,设计出满足特定规格和功能的模具。这需要具备丰富的设计经验和专业知识。其次,材料的选择也是非常重要的。医疗塑胶模具通常需要使用高质量的塑料材料,以确保产品的稳定性和耐用性。同时,材料的选择还需要考虑到环保和可回收性。再次,生产工艺的选择也是医疗塑胶模具定制的重要因素。不同的生产工艺可能会导致产品的性能和质量有所不同。因此,需要根据具体的产品需求,选择合适的生产工艺。江苏眼镜框塑胶打磨联系电话因为精密塑胶模具具有高效率生产的特点,通过注塑成型。

塑胶模具是塑胶加工工业中与塑胶成型机相匹配的工具,使塑胶产品具有完整的形状和准确的尺寸。简单地说,塑胶模具是一种用于加工塑胶的工具。由于塑胶品种和加工方法多样,塑胶成型机和塑胶产品的结构不同,因此塑胶模具的类型和结构也多样。主要分为以下六种类型:1、塑胶注射(塑)模具它主要是热塑性塑胶件产品生产中应用为普遍的一种成型模具,塑胶注射模具对应的加工设备是塑胶注射成型机,塑胶首先在注射机底加热料筒内受热熔融,然后在注射机的螺杆或柱塞推动下,经注射机喷嘴和模具的浇注系统进入模具型腔,塑胶冷却硬化成型,脱模得到制品。其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成。制造材料通常采用塑胶模具钢模块,常用的材质主要为碳素结构钢、碳素工具钢、合金工具钢,高速钢等。注射成型加工方式通常只适用于热塑胶品的制品生产,用注射成型工艺生产的塑胶制品十分广,从生活日用品到各类复杂的机械,电器、交通工具零件等都是用注射模具成型的,它是塑胶制品生产中应用广的一种加工方法。
注塑塑胶模具是现代制造业中不可或缺的工具,它们在生产各种塑料制品、零部件和产品中发挥着关键作用。本文将介绍注塑塑胶模具的基本原理、制造过程和应用领域,以及一些相关的技术趋势和发展。一、注塑塑胶模具的基本原理注塑塑胶模具是一种用于制造塑料制品的工具,其工作原理基于塑料材料的熔化和注入成型。其基本原理包括以下几个关键步骤:1. 塑料颗粒的装料:塑料颗粒被装入注塑机的料斗中,然后由螺杆输送到加热缸中。2. 塑料的熔化:在加热缸中,螺杆将塑料颗粒加热并熔化成熔融状态。3. 注射成型:熔融的塑料被压力推入模具腔体中,其中它将冷却并硬化成所需形状的零部件。4. 开模和排出:一旦塑料零部件冷却硬化,模具分开以允许零部件排出,并随后进行下一周期的成型。设计部首先根据客户提供的模具设计要求,对产品结构进行分析,确认是否要对终产品结构做调整。
随着工业的深入推进,塑胶模具加工厂也在逐步引入智能制造技术。本文将为您揭示塑胶模具加工厂在智能制造方面的主要实践。一、数字化生产1. 采用计算机辅助设计(CAD)和计算机辅助制造(CAM)技术,提高模具设计和制造的精度与效率。2. 引进数控机床(CNC)进行高精度的模具加工,确保模具的尺寸精度和表面光洁度。3. 利用工业互联网实现生产数据的实时传输和共享,提高生产过程的透明度和可控性。二、自动化生产1. 引入自动化设备,如机器人、自动送料机等,提高生产效率,降低人工成本。2. 建立自动化生产线,实现模具制造和产品注塑的连续生产,提高生产效率。3. 利用智能传感器和控制系统,实现生产过程的自动监控和调整,保证生产稳定性。打磨是塑胶制品加工中不可或缺的一环,可以提高产品的质量和竞争力。东莞APS塑胶打磨大概价格
在选择注塑机规格时,首先要考虑到生产塑胶外壳模具的状况,因为同一台注塑机多副塑胶外壳模具生产。东莞眼镜框塑胶打磨服务电话
1、不同材料的收缩系数不同,塑胶模具要有合理的收缩率。2、塑胶模具要有足够的刚度,否则在合模保压时简单产生变形,造成飞边。3、塑胶模具加工中的冷却(通水通道)与产品大小、形状、塑料性质、保压时间等因素相关。4、塑胶模具加工要挑选合理的排气方位及其量的操控,避免出现因塑料注不满而产品缺料。5、塑胶模具加工与注塑机固定方法要合理,要牢靠结实,防止合模时变位而引起事端,并要拆卸便利。6、如果边开模边顶出产品,注塑机顶针页面能够设定。7、挑选合理的脱模方法,挑选合理的顶杆方位与数量,确保在顶出进程中注塑件产品不损坏。8、注射道要挑选合理,使料能均匀到达每一处(流径相等),并要有足够的贮量,保证塑料在收缩进程中补给塑料。9、塑胶模具在没有回位弹簧的状况,跟动模部分一同随注塑机移动,是模具顶针板与机子顶针杆连在一同(俗称强顶)。10、塑胶模具材料的后处理不需要,塑料软,不需要硬度等什么要求,且热处理进程可能造成模具变形。11、塑胶模具的形腔内粗糙度等级要到达镜面级,否则产品难以脱模,产品顶出时需力过大而造成产品损坏。定位销、合模面及其它部位的粗糙度都是要有规则标准的。东莞眼镜框塑胶打磨服务电话
上一篇: 江苏APS塑胶打磨
下一篇: 上海医疗器械塑胶打磨价钱