镇江非标刀具定做
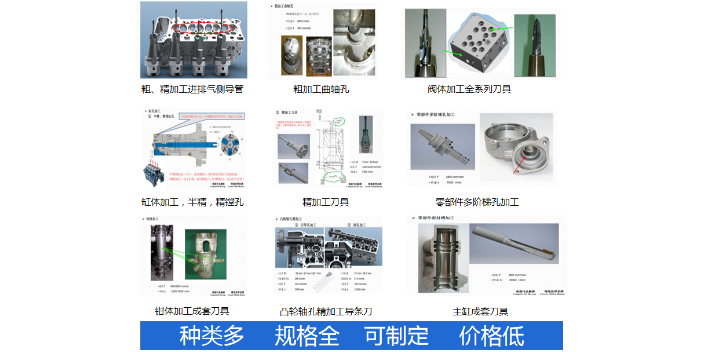
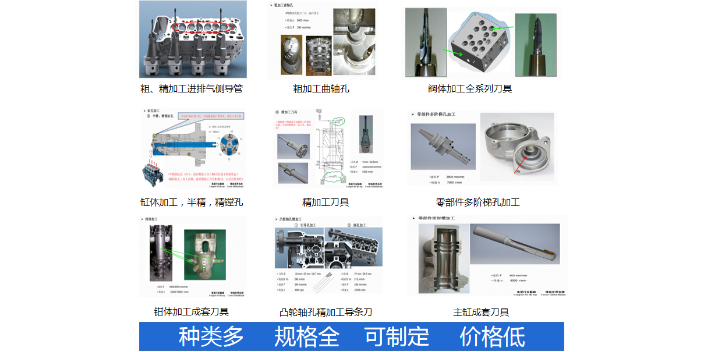
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。汽车零部件非标刀具制动主缸PCD钻锪刀。提高加工效率。镇江非标刀具定做
选择上海每卓实业有限公司,您将获得从需求分析到产品交付的全程专业服务。公司的销售和技术团队将基于您的具体加工需求,为您推荐很适合的非标刀具,并提供定制化的解决方案。此外,公司还承诺提供长期的技术支持和售后服务,确保您的非标刀具在使用过程中始终保持比较好状态。综上所述,选择上海每卓实业有限公司作为您的非标刀具供应商,意味着选择了质量可靠、性能优越的产品,以及专业、周到的服务。无论您面对的是常规的加工任务还是具有特殊要求的精密制造,每卓都能为您提供满意的解决方案,帮助您提升生产效率,降低运营成本。北京汽车零部件非标刀具汽车零部件非标刀具转向节加工钻镗刀。
关于刀具修磨1.刀具材料刀具修磨中常用的刀具材料有:高速钢、粉末冶金高速钢、硬质合金和PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利,韧性好,而硬质合金刀具硬度高,韧性差。这两种材料是钻头、铰刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能介于上述两种材料之间,主要用于制造粗铣刀和丝锥。普通硬质合金立铣刀由于高速钢刀具的精度大多比较低,修磨要求不高,价格也不高,所以,很多厂家定建立自己的工具车间来研磨它们;然而,硬质合金刀具往往需要送到专业的修磨中心进行修磨。据国内一些刀具修磨中心统计,送修刀具80%以上为硬质合金刀具。2.工具磨床现有工具材料的硬度在60HRC以上,一般只能通过修磨来改变其形状。工具制造和修磨中常用的工具磨床包括以下几种:槽磨床:修磨钻头和立铣刀等工具的槽或背面。顶角磨床:修磨钻头的锥形顶角(或偏心后角)。凿边修边机:矫正钻头的凿边。手动工具磨床:修磨外圆、槽、背、顶角、横刃、平面、前刀面等,常用于少量复杂形状的刀具。小刀磨床数控磨床:一般五轴联动,功能由软件决定。一般用于量大、精度高、但不复杂的磨具,如钻头、立铣刀、铰刀等3.砂轮磨粒不同材质的工具需要使用不同材质的砂轮磨粒。
热装刀柄是运用金属材料热胀冷缩的原理,用热感应设备(热装机,热缩机)使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时把刀具装入刀柄内,刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,然后发生很高的径向夹紧力,将东西牢牢夹持住。拆开刀具进程,与装夹刀具基本共同,先运用热装机将装夹刀具的刀柄加热,刀柄内径扩张,取出刀具。热装刀柄特点:归纳精度高,4倍径处跳动≤0.003mm。动平衡好,低风阻,习惯高速回转。结构紧凑,整体刚性高,合适深腔加工。夹头和刀具之间没有其他前言,抗污能力强。热装刀柄可解决高速精加工中极为重要的平衡、振摆精度及夹紧强度等问题。汽车零部件非标刀具制动钳钻锪刀。提高加工效率。

液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。上海每卓实业有限公司专业提供非标刀具。镇江成型组合铣刀非标刀具
汽车零部件非标刀具排气管成型铣刀。镇江非标刀具定做
合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。***的合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。镇江非标刀具定做
上一篇: 车床夹具液压夹具定制
下一篇: 浙江欧美非标刀具供应商