重庆钎焊电镀金刚石砂轮批发
电镀金刚石砂轮的价格因产品规格、材质、工艺等因素而有所差异。一般来说,价格会根据砂轮的直径、厚度、粒度、结合剂类型等参数进行定价。从搜索结果中可以看到,电镀金刚石砂轮的价格范围较大,从几十元到数千元不等。例如,有供应商提供的金刚石电镀砂轮价格为45元/个(河南郑州),也有价格高达2950元/台(广东广州)的金刚石砂轮。另外,搜索结果中还有一些批发和促销价格的信息,如电镀金刚石砂轮的价格在几十元到几百元不等,具体价格取决于产品的规格和数量。需要注意的是,以上价格只供参考,实际价格可能会因市场供需、原材料价格、生产成本等因素而有所变动。如果需要购买电镀金刚石砂轮,建议联系供应商进行详细的咨询和报价。高导热性使电镀金刚石砂轮在高速磨削时保持低温。重庆钎焊电镀金刚石砂轮批发
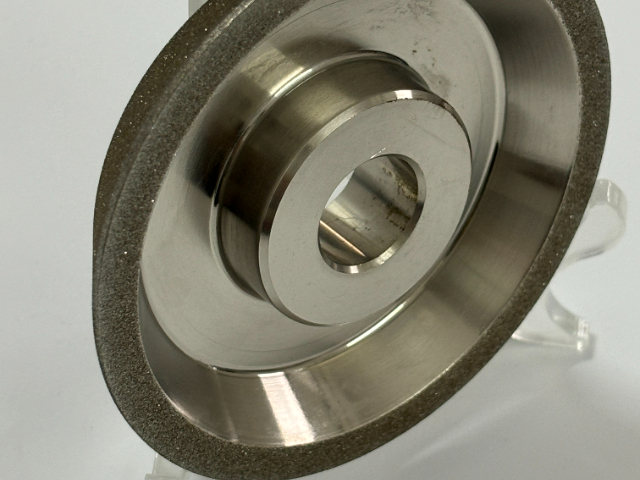
电镀金刚石砂轮主要用于研磨具有高硬度和脆性的材料,例如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。此外,电镀金刚石砂轮也适用于磨削硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。由于电镀金刚石砂轮具有很强度、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、形状保持性好、容易控制加工精度等特点,它成为磨削高硬度和脆性材料的理想选择。然而,虽然电镀金刚石砂轮硬度高,但金刚石和普通钢的材质差异较大,砂轮容易被普通钢的刀屑卡塞和烧损。因此,电镀金刚石砂轮不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。在使用电镀金刚石砂轮进行磨削时,应根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。青海烧结电镀金刚石砂轮批发这款砂轮的电镀工艺成熟,确保砂轮性能稳定可靠。
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。
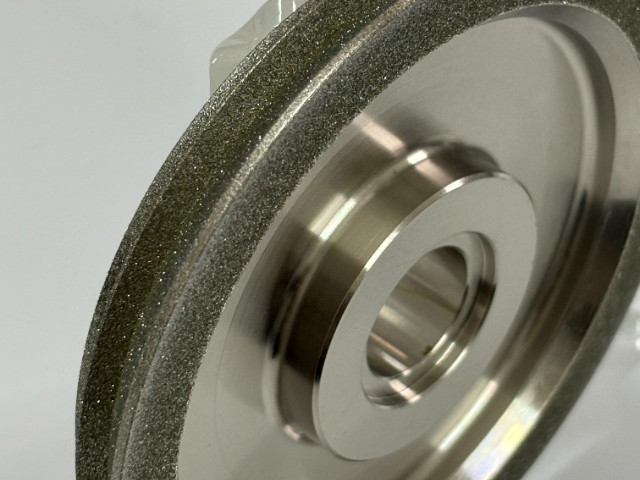
电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。独特的电镀工艺,使金刚石颗粒均匀分布,确保磨削效果。
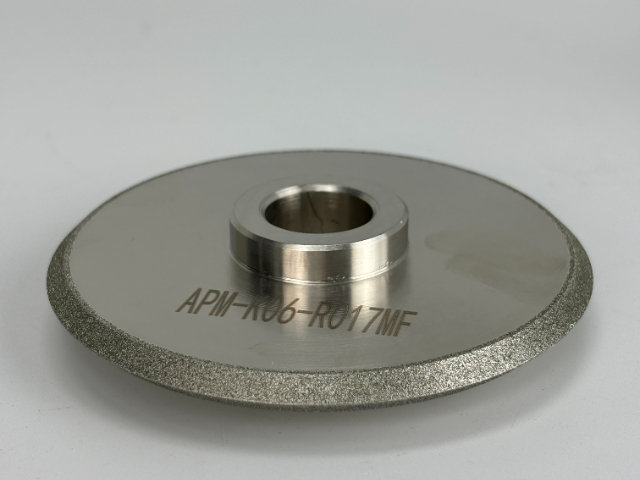
电镀金刚石砂轮相比传统金刚石砂轮的优势主要有以下几点:更强的结合力:电镀金刚石砂轮是通过使用电流将金刚石颗粒直接粘合到金属基材上制成的,这种结合方式提供了更强的结合力,使得金刚石颗粒在磨削过程中更不容易脱落。更高的磨削效率和精度:电镀金刚石砂轮通常更薄,这使得它们能够更快地去除材料并减少热量积聚,从而提高磨削效率。同时,由于其结合力强,金刚石颗粒分布均匀,因此能够提供更一致的切削性能,从而获得更高的磨削精度。更好的保形性和加工精度:电镀金刚石砂轮具有较好的保形性,能够在长时间磨削过程中保持稳定的形状和性能。这使得它特别适用于对加工精度要求较高的应用,如精密磨削和镜面抛光等。更长的使用寿命:由于金刚石颗粒与基材之间的结合力强,电镀金刚石砂轮的使用寿命通常更长。这减少了更换砂轮的频率,降低了生产成本。更广泛的应用范围:电镀金刚石砂轮适用于多种材料的磨削,包括硬质合金、玻璃、陶瓷等。同时,它们也适用于湿磨和干磨等多种磨削方式,具有更广泛的应用范围。总的来说,电镀金刚石砂轮在结合力、磨削效率、精度、保形性、使用寿命和应用范围等方面相比传统金刚石砂轮具有明显优势。电镀金刚石砂轮,高耐磨性,延长使用寿命。江苏铸铁烧结电镀金刚石砂轮定做
电镀金刚石砂轮,高效、稳定,让您的加工过程更加高效。重庆钎焊电镀金刚石砂轮批发
选择合适的电镀金刚石砂轮,可以考虑以下几个方面:金刚石粒度:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,因为粗磨磨削量大,粗糙度要求低,这样生产效率高。精磨时,应选择磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石种类:制作金刚石砂轮所用的金刚石磨具可选用天然金刚石或人造金刚石。结合剂类型:用于金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。金刚石黏结力大小和耐磨性强弱顺序依次:电镀金属结合剂>金属结合剂>陶瓷结合剂>树脂结合剂。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择金刚石砂轮时,粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,选择的金刚石浓度应该越高。砂轮外形:根据具体的应用场景,可能需要选择不同外形或形状的砂轮,如平行砂轮、筒形砂轮、杯形砂轮等。技术指标:电镀金刚石砂轮主要用于高级产品的精密加工领域,因此要求基体加工尺寸精度高,肉眼观察表面粗糙度小。重庆钎焊电镀金刚石砂轮批发
上一篇: 云南金属结合剂电镀金刚石砂轮制造商
下一篇: 河北烧结树脂金刚石砂轮制造商