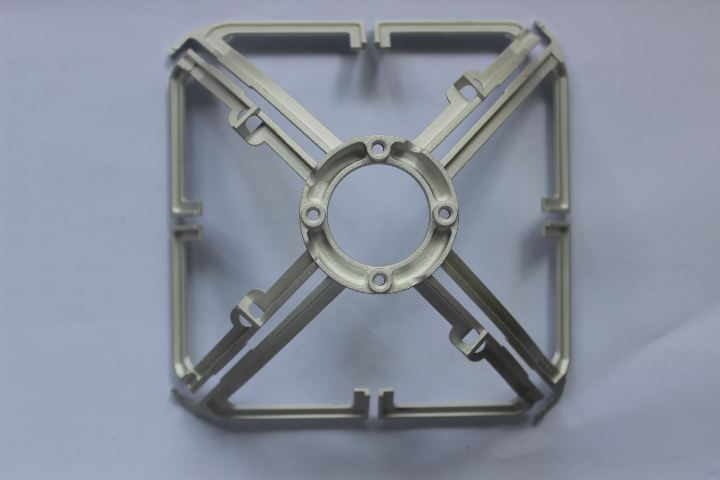
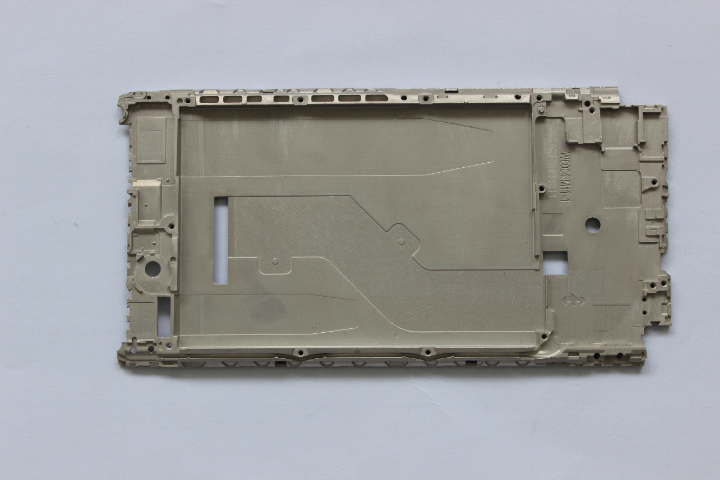
武汉通信配件精密压铸
精密压铸的发展离不开压铸技术的不断创新。随着科技的不断进步,压铸工艺也在不断改进和完善。精速密压铸工艺、无孔压铸工艺等新型压铸技术的出现,使得精密压铸的精度和性能得到了进一步提升。这些新型压铸技术不只提高了精密压铸的制造效率和质量,还降低了生产成本和废品率。未来,随着科技的不断进步和市场的不断变化,精密压铸的应用领域将会更加普遍,其发展前景也将更加广阔。精密压铸的制造需要专业的技术人员和先进的生产设备。压铸设备通常由冷室压铸机和热室压铸机组成,这些设备需要高精度的控制系统和强大的动力系统来支持。同时,模具的设计和制造也是精密压铸制造过程中的重要环节。模具的精度和寿命直接影响到精密压铸的质量和产量。因此,对于精密压铸的制造企业来说,拥有一支专业的技术团队和先进的生产设备是必不可少的。精密压铸,细节决定品质。武汉通信配件精密压铸
精密压铸的生产始于模具的精心准备。模具的清洁和润滑是确保铸件质量的关键步骤。模具表面喷涂的润滑剂不只有助于控制模具温度,还能在铸件凝固后轻松脱模。润滑剂的选用对铸件表面质量有直接影响,水基润滑剂因其环保性和健康性,逐渐成为主流选择。在压铸过程中,熔融金属的高压注射是关键环节。这一步骤需要在严格的温度和压力控制下进行,确保熔融金属能够迅速而均匀地填充模具的每个角落。填充速度的控制对铸件质量至关重要,过快或过慢都可能导致铸件缺陷。河北机器人配件精密压铸公司严格把控品质,精密压铸值得信赖。
1838年,为了制造活字印刷的模具,人们发明了压铸设备。初个与压铸有关颁布于1849年,它是一种小型的,用来生产印刷机铅字的手动机器。1885年奥托·默根特勒发明了Linotype排字机,这种机器能够将一整行文字压铸成一个单独的铅字,它给印刷界带来了前所未有的革新。在印刷业进入大规模工业化后,传统的手压字模已经被压铸取代。1900年左右,铸字排版进入市场使得印刷业自动化技术进一步提高,因此有的时候在报社内能看见十多台压铸机。随着消费产品的不断增长,奥托的发明获得了越来越多的应用。人们可以利用压铸大批量地制造零部件产品。1966年,通用动力发明了精速密压铸工艺,这种工艺有时也被称作双冲头压铸。
精密压铸的生产过程主要包括四个主要步骤:熔化金属、填充模具、施加高压和冷却凝固。在这个过程中,金属熔液在高压下被强制压入模具内腔,形成所需形状的零件。由于压铸过程中金属熔液在高压下迅速凝固,因此精密压铸具有较高的致密度和机械性能。同时,压铸工艺还可以实现复杂形状零件的一次性成型,简化了生产流程并降低了生产成本。精密压铸在汽车行业的应用尤为普遍。随着汽车制造业的快速发展和消费者对汽车性能要求的不断提高,精密压铸在汽车零部件制造中发挥着越来越重要的作用。例如,精密压铸可以用于制造发动机缸体、曲轴箱等关键零部件。这些零部件不只需要具有高的强度和优良的耐磨性,还需要具备较高的尺寸精度和表面质量。通过压铸工艺制造出的零部件能够满足这些要求,并且具有较长的使用寿命和较低的维护成本。精密压铸,让金属焕发新光彩。

随着科技的不断进步和工业的持续发展,压铸行业将面临更多的机遇和挑战。一方面,随着新能源汽车、智能制造等领域的快速发展,对精密压铸的需求将不断增加;另一方面,随着环保法规的日益严格和市场竞争的加剧,压铸企业需要不断提高产品质量和性能,降低生产成本和环境污染。因此,压铸行业需要不断创新和进步,积极探索新的生产工艺和技术手段,以适应市场的变化和满足客户的需求。同时,也需要加强行业间的合作与交流,共同推动压铸行业的健康发展。匠心独运,精密压铸展现非凡实力。苏州储能精密压铸件
压铸精确度高,产品质量更有保障。武汉通信配件精密压铸
传统压铸工艺主要由四个步骤组成,或者称做高压压铸。这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落砂的过程则需要分离残渣,包括造模口、流道、浇口以及飞边。这个过程通常是通过一个特别的修整模具挤精密压铸来完成的。其它的落砂方法包括锯和打磨。如果浇口比较易碎,可以直接摔打铸件,这样可以节省人力。多余的造模口可以在熔化后重复使用。通常的产量大约为67%。武汉通信配件精密压铸
上一篇: 浙江电脑周边配件精密压铸模具
下一篇: 武汉转轴精密压铸企业