黔西南镀锌螺旋焊接复合钢管技术指导
镀锌螺旋焊接复合钢管材料与耐用性解析:镀锌螺旋焊接复合钢管,其重要在于精选的低碳钢或合金钢基材,这些材料以其良好的加工性能和机械强度为基础,确保了管道结构的稳固。而外层镀锌处理,则是提升其耐用性的关键。锌层不仅能够有效隔绝空气和水分,防止基材氧化生锈,还能在轻微划伤时自我保护,形成一层保护性的锌盐层,进一步延长管道的使用寿命。这种双重保护机制,使得镀锌螺旋焊接复合钢管在各种恶劣环境下都能保持稳定的性能。钢管的镀锌处理是否会对环境造成负面影响?黔西南镀锌螺旋焊接复合钢管技术指导

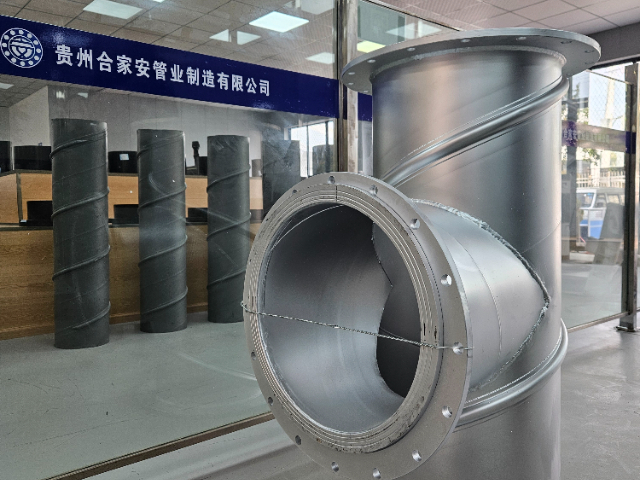
镀锌螺旋焊接复合钢管在矿山中的应用涉及到一系列复杂的技术考量。在矿井通风系统中,钢管的内径和粗糙度对通风阻力有着直接影响。较小的内径和较大的粗糙度会增加风阻,降低通风效率。因此,在制造钢管时,需要严格控制尺寸精度和内表面的光洁度。同时,为了保证通风系统的稳定性和可靠性,钢管的连接方式也至关重要。常见的连接方式有法兰连接和螺纹连接。法兰连接密封性好,但安装较为复杂;螺纹连接安装方便,但密封性能相对较弱。在实际应用中,需要根据具体情况选择合适的连接方式,并确保连接部位的紧固和密封。例如,在某大型煤矿的通风系统改造项目中,经过详细的计算和分析,选用了内径为 800 毫米、内表面粗糙度不大于 0.8 微米的镀锌螺旋焊接复合钢管。连接方式采用了法兰连接,法兰之间采用耐高温、耐腐蚀的密封垫片,确保了通风系统在长期运行中无泄漏,通风阻力始终保持在设计范围内,为矿井提供了充足的新鲜空气。巴彦淖尔新型镀锌螺旋焊接复合钢管规格独特的制造工艺使得这种钢管在恶劣环境下仍能保持稳定性能。

在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。
镀锌螺旋焊接复合钢管在矿山应用中具有明显的优势和重要地位。在矿山的运输系统中,钢管常用于输送带的支撑和防护。由于矿山运输的物料通常具有较大的重量和硬度,对支撑和防护管材的强度和耐磨性提出了很高的要求。镀锌螺旋焊接复合钢管凭借其坚固的结构和良好的耐磨性能,能够有效地承受物料的冲击和摩擦,保证运输系统的正常运行。在某大型露天矿山的矿石运输线路中,采用镀锌螺旋焊接复合钢管作为输送带的支撑结构。经过长时间的强度作业,钢管依然保持良好的状态,没有出现明显的变形和磨损,很大降低了运输系统的维护成本和停机时间。此外,在矿山的通讯和监控系统中,这种钢管也可以用于保护线缆,防止线缆受到外界的破坏和干扰,确保信号的稳定传输。镀锌层如何为镀锌螺旋焊接复合钢管提供额外的保护?
矿山的矿道布局往往错综复杂,不仅包含直线段,还有大量的弯道、斜坡乃至分支巷道,这对管道系统的布局提出了极高的要求。矿用镀锌螺旋焊接复合钢管凭借其独特的设计和制造工艺,展现出了在复杂矿道布局中的高度灵活性。首先,螺旋焊接工艺使得管道在生产过程中能够根据需要调整长度,从而避免了传统直缝焊接钢管因长度固定而带来的安装难题。在矿山中,这种灵活性意味着管道可以更加准确地适应矿道的长度需求,减少了因管道长度不匹配而导致的额外切割或拼接工作。其次,矿用镀锌螺旋焊接复合钢管还具备出色的可弯曲性。在矿道转弯或遇到斜坡时,传统刚性管道往往需要安装多个弯头或使用柔性接头来实现转向,这不仅增加了成本,还可能影响管道的密封性和稳定性。而镀锌螺旋焊接复合钢管则可以通过冷弯或热弯工艺,在保持管道整体强度和密封性的同时,实现平滑的弯曲过渡,很大简化了安装过程。此外,该管材的定制性也为其在复杂矿道布局中的应用提供了便利。根据矿道的实际情况,厂家可以生产出不同直径、壁厚和长度的管道,以满足矿山的个性化需求。这种定制化的生产方式不仅提高了管道系统的适配性,还有助于降低材料浪费和成本。镀锌螺旋焊接复合钢管在矿山排水系统中表现出色,适应复杂工况。煤矿镀锌螺旋焊接复合钢管
镀锌螺旋焊接复合钢管,因其结构稳固,很多应用于城市燃气输送领域。黔西南镀锌螺旋焊接复合钢管技术指导
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。黔西南镀锌螺旋焊接复合钢管技术指导
上一篇: 泸州优势矿用瓦斯抽放管欢迎选购
下一篇: 呼和浩特工程矿用瓦斯抽放管生产商