重庆多工位虎钳市场报价
多工位虎钳是一种标准夹具, 类似于虎钳,指一个虎钳可同时装夹多个零件。多工位虎钳的优点:a: 360°旋转,精度+0.002mm,一次性装夹可加工三个面,并可一体化完成斜面,槽、台阶及圆弧加工,速度快,精度高,相传比传统加工速度提升一倍以上。b:材质不易生锈、耐磨、精度稳定性保证更好。C:直推式、快速导向销,孔接触面采用光面处理,减少磨损。d:密封装置,防止灰尘进入、抗高温260°Ce:加装底部、侧面于一体修整器,可直接在工具上修整砂轮、减少劳动强度。工具侧面有刻度盘,可辅助斜面加工。多工位虎钳在使用过程需要注意什么?重庆多工位虎钳市场报价
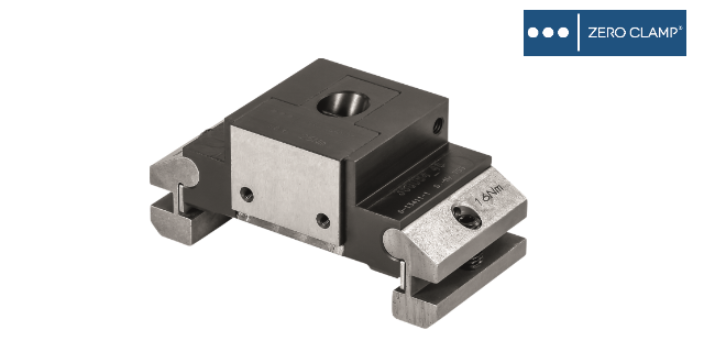
多工位虎钳
多工位虎钳夹装钢件要注意什么问题?多工位虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。上海多工位虎钳哪家靠谱德国ZERO CLAMP多工位虎钳的作用是帮助用户完结工装夹具与机床之间的快速定位和夹紧。
多工位虎钳的安装环境:多工位虎钳必须牢固地固定在钳台上,两个夹紧螺丝必须扳紧,使工作时钳身没有松动现象,否则容易损坏多工位虎钳和影响工作质量。安装多工位虎钳时,必须使固定钳身的钳口工作面处于钳台边缘以外,以保证夹持长条形工件时工件下端不受钳台边缘阻碍。文明生产,工作场地经常保持清洁,材料物品堆放整齐,过道通畅无阻。工具、夹具及零件等物品应放置整齐,靠近中心,防止跌落损坏或伤脚。装夹工件应使钳口受力平衡,不平衡装夹时注意不要用力过猛。
zero clamp钳夹独特的优势:科学的设计,即使装夹面倾斜或有明显的中心偏离,定位拉钉也可方便的插入和移除。体积小巧的气动系统,弹簧片的专门设计确保了极高的夹紧力。常规的车间空气压力足以打开夹紧装置。技术设计,组装简单,通过极少且简单地部件实现极高的可靠性,金属切屑也不会损害其功能。直接夹紧,将工件直接夹紧到基座上。在设计阶段特制了定位拉钉的螺栓孔。组件转换(也适用于跨越机器的情况下)更快,更准确。车削。此外,在车削加工方面,使用预平衡基座可大程度提高生产率。质量保证,可在完整的生产加工过程中使用,它也是坐标测量仪的理想伴侣。电火花线切割,即使在电解质中也能保证功能。多工位虎钳配合虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。
zero clamp钳夹独特的优势: 使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到一定零游隙,重复精度为2.5um(0.1 thou)。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称,热效应补偿和轴心距误差补偿,定位锥环始终向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。多工位虎钳钳口采用活动式定位设计,可快速调整夹持位置。杭州多工位虎钳价格
工件在多工位虎钳上按装固定时,工件放置的位置要适当。重庆多工位虎钳市场报价
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线垂直或平行:加工较精密的工件时,可用百分表对固定钳口位置进行精校正。校正时,将磁性表座吸在横梁导轨面上,安装百分表,使表的测量杆与固定钳口铁平面垂直,测量触头触到钳口铁平面,测量杆压缩0.3—0.5mm,纵向移动工作台,观察百分表读数,在固定钳口全长内一致,则固定钳口与铣床主轴轴线垂直。轻轻用力紧住钳体,进行复检合格后,用力紧固钳体。用划针校正固定钳口与铣床主轴轴线垂直:加工较长的工件,固定钳口一般采用与铣床主轴轴线垂直安装,此时可用划针校正。将划针夹持在铣刀杆垫圈间,使划针针尖靠近固定钳口铁平面,纵向移动工多工位虎钳作台,观察并调整多工位虎钳位置使划针针尖与固定钳口铁平面的缝隙大小均匀,在钳口全长范围内一致,固定钳口就与铣床主轴轴线垂直,紧固钳体后,须再进行复检,以免紧固时发生位移。用划针校正的方法精度较低,常用于粗校正。重庆多工位虎钳市场报价
上一篇: 高夹持力多工位虎钳哪家靠谱
下一篇: 嘉兴多工位虎钳