四川小型定心虎钳解决方案
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。定心虎钳是具有左右旋螺纹的丝杠带动两个钳口同步相对移动,可使被夹持工件自动定心的机用虎钳。四川小型定心虎钳解决方案
定心虎钳
zeroclamp钳夹独特的优势:科学的设计,即使装夹面倾斜或有明显的中心偏离,定位拉钉也可方便的插入和移除。体积小巧的气动系统,弹簧片的技术设计确保了极高的夹紧力。常规的车间空气压力足以打开夹紧装置。技术设计,组装简单,通过极少且简单地部件实现极高的可靠性,金属切屑也不会损害其功能。直接夹紧,将工件直接夹紧到基座上。在设计阶段特制了定位拉钉的螺栓孔。组件转换(也适用于跨越机器的情况下)更快,更准确。车削。此外,在车削加工方面,使用预平衡基座可大程度提高生产率。质量保证,可在完整的生产加工过程中使用,它也是您坐标测量仪的理想伴侣。电火花线切割,即使在电解质中也能保证功能。山东高精密定心虎钳研发公司自定心虎钳无需附加定位装置,也能保证工件的重复定位精度。
立式定心虎钳主要检验项目包括外观、精度、性能指标:(1)外观检测参照机床类产品通用技术条件。(2)精度检测以机用定心虎钳检测项目为基础主要包括:①钳身导轨上平面对底平面平行度。②固定钳口和活动钳口对导轨上平面的垂直度。③活动钳口面与固定钳口面在宽度方向的平行度。④固定钳口对钳身定位键槽的垂直度。⑤导轨上平面对底座底面的平行度。⑥固定钳口面对底座定位键槽的平行度。⑦检验块上平面对钳身底平面的平行度。⑧检验块上平面对底座底平面的平行度。⑨试块夹紧后顶面浮起。
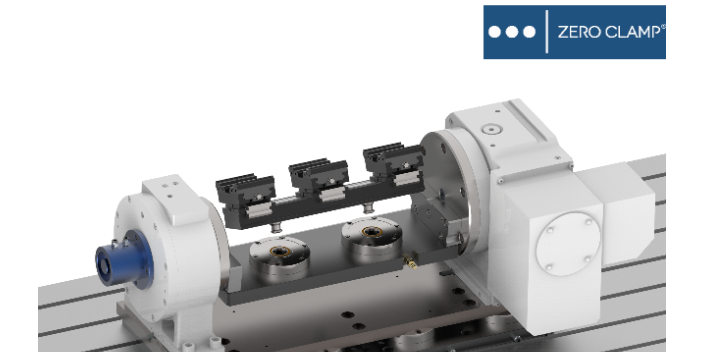
虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变:两个夹爪将工件固定,确保其即使在强大的外力下也不会移动。现代化的生产对虎钳有着更高的要求:数秒内全自动夹紧工件,高灵活性同时可对工件进行监控。在智能化应用中,虎钳也是实现高效工艺的关键因素。自定心虎钳明显提升现代化制造效率。模块化系统的优势:模块化设计开启了众多新应用领域:在全自动小型工件夹持、夹持系统或长工件的组合夹持中,始终保证精确复位。自定心虎钳的灵活性帮助用户减少备件库存、快速适应新环境,即使在加工程序变更后也能继续使用,然后达到节约成本的目的。该虎钳底座为矩形,尺寸紧凑,能够实现紧密排列。自定心虎钳夹持方式分为硬爪咬合式夹持、软爪虎钳面夹持。
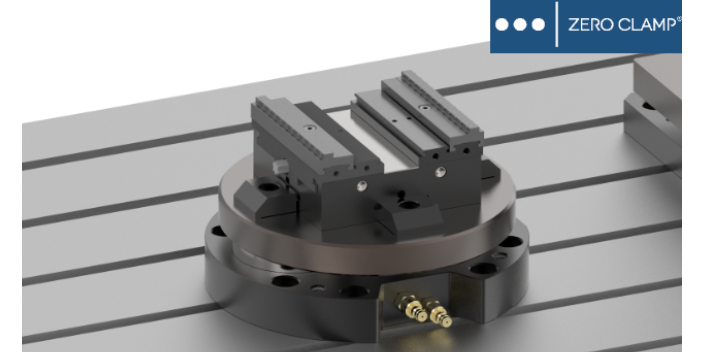
自定心虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高,依工件的外形轮廓订制卡爪,不但可对工件实现外夹夹紧也可实现内撑涨紧,即可加工不同轮廓的工件,操作简单快捷,成本也大幅度节省。产品特点:1.产品尺寸小,重量轻,2.高效的润滑系统,3.多种对心台钳控制方法,可根据客户需求从侧面或底面对台钳进行控制。4.防尘设计,滑块与防尘盖间特殊防尘设计,有效防止碎屑侵入。5.卡爪的安装部位易加工,加工卡爪安装部位,只需加工螺栓孔和键槽。普通设备就可以完成。自动定心虎钳有高精度、高可靠性等优点。四川自动化定心虎钳报价
自定心虎钳的丝杠固定在固定钳身上,转动丝杠可带动方块螺母做直线移动。四川小型定心虎钳解决方案
解决虎钳装夹转动轴定位不准的方法:在夹具底板右上端设置固定尾座,夹具底板上端中部对称安装有两个油缸底板,两个油缸底板的上端前部均安装有顶紧缸,后部为压紧缸,右侧设有V型支架。夹具底板的上端左部安装有顶紧尾座,四个拐角处均安装有吊环。1.固定尾座 2.夹具底板 3.传动轴 4.油缸底板 5.顶紧缸 6.顶紧尾座 7.压紧缸在进行键槽加工之前,需要现在工业机器人传动轴的端面加工出端面中心孔,因此利用固定尾座、顶紧尾座的配合,分别顶在传动轴的端面中心孔处,实现轴向定位;利用V型支架和顶紧缸实现对传动轴的下方外圆面的支撑,再利用压紧缸压紧实现径向定位。四川小型定心虎钳解决方案
上一篇: 深圳高精度零点定位母盘怎么样
下一篇: 浙江常见定心虎钳售价