重庆常用定心虎钳原理图解
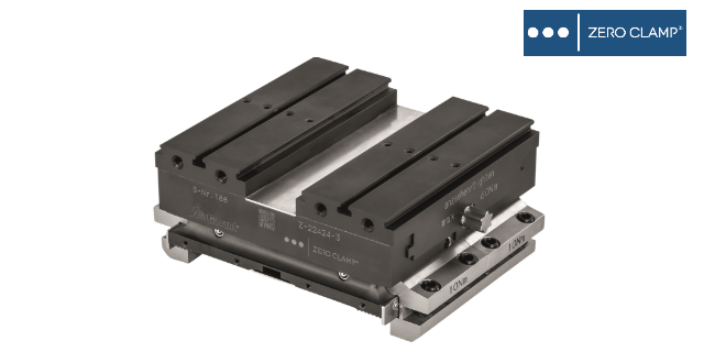
Zero Clamp定心虎钳的SL虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。多个虎钳实现大型工件的装夹。SL虎钳同样可以通过T型槽或螺纹孔固定在工作台上。特殊工件的装夹(浇铸件,火花切割件)。SL虎钳配合带活动功能的上置钳口,对曲面,不对称轮廓工件实现装夹。特别是当SL虎钳固定在单个夹紧盘上时,装夹的性能得到了进一步提升。下图中,工件用挡块限位,下方的两个虎钳固定工件的两端,中间的两个虎钳对工件实现辅助夹紧。使得工件在加工过程中更加稳定。自定心虎钳无需附加定位装置,也能保证工件的重复定位精度。重庆常用定心虎钳原理图解
定心虎钳
定心虎钳是一个完整的装夹系统,类似于虎钳。“定心”顾名思义即是夹具始终将工件向中心夹紧。ZeroClamp系统中的定心虎钳有两类,第1类为手动定心虎钳,第二类为气动定心虎钳。手动定心虎钳又分为全能型、T型槽、自动化等三种型号,每种型号都有两个尺寸规格,提供不同等级的夹紧力。全能型定心虎钳可以直接固定在SL虎钳上,可以通过简单的几步操作将虎钳手动旋转90度。全能型定心虎钳由托台抬高,实现工件无轮廓干扰加工。定心虎钳配合棱形钳,实现轴类零件的装夹。T型槽定心虎钳的夹紧力,中心定位精度与全能型定心虎钳相同,上置钳口都可以通用。T型槽定心虎钳通过压板固定在三重定心虎钳支座上。山东手动定心虎钳原理自定心虎钳手动一步定位夹紧;
如何选择五轴自定心虎钳?圆形五轴定心虎钳(也称自定心五轴虎钳),外形上商端大气,真正可以做到精加工与精加工一体的需求,干涉小,配有两副硬爪,一副是高爪,一副为低爪,根据需求自行变化,爪子与移动块由齿状咬合,刚性强,稳定性高,所谓自定心,求心就是扳手转动钳口移动是两头同时向中心移动,中心点不变,使工件始终处于中心点位置(重复定位中心精度为正负0.01MM,中心高有在100-160MM这间,减少主轴与刀柄刀具在加工过程中的干涉。
正确选择精密定心虎钳的方式:机床,根据“加工机床的种类”进行选择:应选择与加工机床相匹配的定心虎钳。可根据所使用的机床选择。根据“加工方向(螺杆方向)”进行选择:加工中心根据立式、卧式的不同,生产方法及定心虎钳的安装方法等可能会有所差异。需考虑各自适用的机型及使用方法。尤其是卧式加工中心,定心虎钳的使用方法多种多样。根据“加工方法(工序)”进行选择:工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而异。若选择适合加工方法的定心虎钳,可提高效率。“考虑加工精度”进行选择:随着加工机床的高精度化、加工要求精度的高水准化,作为加工夹具的精密定心虎钳也必须实现高精度化。选择高精度的精密定心虎钳时,应遵循以下5项要点。1.可牢靠夹紧工件。应具有充足的夹紧力。2.定心虎钳自身精度高。3.夹紧时工件不会上浮。4.采用强力夹紧时也不会变形的结构及材质。5.可长期保持高精度。
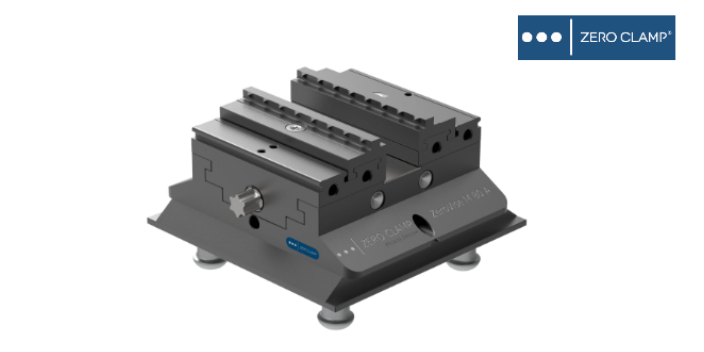
定心虎钳也可以灵活的固定在T型槽工作台上。
zero clamp虎钳夹独特的优势: 使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到零游隙,重复精度为2.5um(0.1 thou)。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称,热效应补偿和轴心距误差补偿,定位锥环始终向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。气动定心虎钳通过钳口的开合可以在自动化操作中通过零点基座从下方控制压缩空气来实现。杭州模块化定心虎钳哪里有
自定心虎钳特别适用于高级CNC。重庆常用定心虎钳原理图解
定心虎钳是一个完整的装夹系统,类似于虎钳。“定心”顾名思义即是夹具始终将工件向中心夹紧。自动定心虎钳有哪些优点?自动定心虎钳:高精度、高可靠性:1、定心精度:标准0.01mm定制0.005mm,2、可靠的驱动结构,3、V型配合面,4、全密封、免维护,5、防尘、防卡屑、防积屑,6、丰富的检测功能。多种现场应用模式:,1、钳口快换,2、整体快换,3、钳口定制。多种驱动模式:1、液压;2、气压;3、保压;多种应用场景:1、铣削加工(单面、五面体);2、车削加工;3、车削+铣削;4、机器人手爪。重庆常用定心虎钳原理图解
上一篇: 多点零点定位拉钉市场价
下一篇: 杭州模块化定心虎钳批发价