四川手动定心虎钳生产企业
定心虎钳的注意事项和特点:(1)为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(2)为了能装夹得牢固,防止刨削时工件松动,必须把比精密定心虎钳较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。精密工具定心虎钳、刚性不足的:工件需要支实,以免夹紧力使工件变形。自定心虎钳无需附加定位装置,也能保证工件的重复定位精度。四川手动定心虎钳生产企业
定心虎钳
自定心虎钳:1.非常适合工件的五面加工,2.无需附加定位装置,也能保证工件的重复定位精度,3.通过可翻转卡爪,实现更大的夹持范围,4.虎钳自重较轻,同时具备快换功能,方便工人装卸。自定心虎钳夹持方式分为硬爪咬合式夹持、软爪虎钳面夹持。1.自定心虎钳夹持范围大,全行程无极调节。2.视零件大小以及加工方式的不同,工装塔单面夹持零件的数量高达10个。3.夹持可靠。4.型面虎钳按零件形状需求可做加工。5.结构精巧轻便,方便快换。6.卡爪可更换。7.虎钳可快换。8、密封式的结构不易受金属屑的影响。北京液压定心虎钳要多少钱Zero Clamp定心虎钳大幅度提高了灵活性。
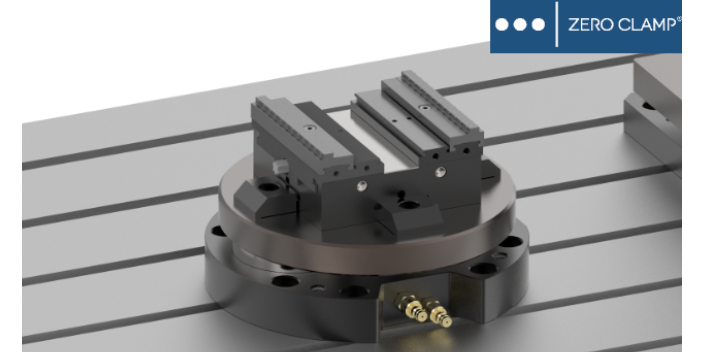
手动定心虎钳配合SL虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。德国ZEROCLAMP降低多达90%的停机时间,传统夹具种类众多,有通用夹具(如卡盘、平口钳等已经标准化,在一定范围内可用于加工不同工件的夹具)、专门夹具(适合批量生产,具有专一性,当产品变更时,夹具就要报废)、组合夹具(标准化的夹具单元组合使用,适合单件和新产品试制)等。其特点就是加工工件变化时,要重新选择夹具,每个工厂的库房中都有大量的夹具。同时工件装夹繁琐,费时费力,要不断的打表找正,工序变化时,要始终不断的测量加工零点的位置。ZEROCLAMP零点定位把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,降低多达90%的停机时间。
在自动化机床上下料的时代,企业对于手动夹紧装置的需求也从未改变。自定心虎钳是一种多用途工具,可用于夹持毛坯材料、板材或型材件,预紧和无间隙的中心轴承和额外安装的滑块确保重复精度高达 ±0.01 mm,KSC 夹持深度小(3mm),能够在夹持系统中进行一次装夹,多面加工。集成排屑出口和特殊保护的主轴可提供较大的工艺安全性。虎钳密封性好,采用双重密封,中心采用双面轴承定心,操作轻便,定心精度极高(±0.01 mm)。定心虎钳是一种标准夹具, 类似于台虎钳,建议大家到正规的公司进行购买。“定心”顾名思义即是夹具始终将工件向中心夹紧。
正确选择精密定心虎钳的方式:机床,根据“加工机床的种类”进行选择:应选择与加工机床相匹配的定心虎钳。可根据所使用的机床选择。根据“加工方向(螺杆方向)”进行选择:加工中心根据立式、卧式的不同,生产方法及定心虎钳的安装方法等可能会有所差异。需考虑各自适用的机型及使用方法。尤其是卧式加工中心,定心虎钳的使用方法多种多样。根据“加工方法(工序)”进行选择:工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而异。若选择适合加工方法的定心虎钳,可提高效率。“考虑加工精度”进行选择:随着加工机床的高精度化、加工要求精度的高水准化,作为加工夹具的精密定心虎钳也必须实现高精度化。选择高精度的精密定心虎钳时,应遵循以下5项要点。1.可牢靠夹紧工件。应具有充足的夹紧力。2.定心虎钳自身精度高。3.夹紧时工件不会上浮。4.采用强力夹紧时也不会变形的结构及材质。5.可长期保持高精度。全能型定心虎钳由托台抬高,实现工件无轮廓干扰加工。东莞高刚性定心虎钳解决方案
圆形五轴定心虎钳干涉小,配有两副硬爪。四川手动定心虎钳生产企业
如何选择五轴自定心虎钳?圆形五轴定心虎钳(也称自定心五轴虎钳),外形上商端大气,真正可以做到精加工与精加工一体的需求,干涉小,配有两副硬爪,一副是高爪,一副为低爪,根据需求自行变化,爪子与移动块由齿状咬合,刚性强,稳定性高,所谓自定心,求心就是扳手转动钳口移动是两头同时向中心移动,中心点不变,使工件始终处于中心点位置(重复定位中心精度为正负0.01MM,中心高有在100-160MM这间,减少主轴与刀柄刀具在加工过程中的干涉。四川手动定心虎钳生产企业
上一篇: 东莞常见定心虎钳要多少钱
下一篇: 东莞常见定心虎钳经销商