多工位虎钳市场价
使用虎钳装夹工件的注意事项:(1)在工作台上安装虎钳时,要保证虎钳的正确位置,当虎钳底面没有定位键时,应使用百分表找正固定钳口面。即要求固定钳口与纵向工作台或横向工作台的运动方向平行,同时要求固定钳口的工作表面与工作台台面垂直。(2)在装夹工件前要清楚切屑及油污,保持虎钳清洁。(3)夹持工件时,工件位置要放适当,不应安放在虎钳某一头,应避免在夹持时,虎钳单边受力。(4)装夹工件时,要考虑铣削中的稳定性,应使工件与钳口的接触面尽可能大些。如加工长方形工件时,钳口应夹较长的面。多工位虎钳可大幅提高机床加工效率,缩短换装时间,降低人工成本。多工位虎钳市场价
多工位虎钳
使用虎钳装夹工件的注意事项:铣削长形工件时,可用二个虎钳装夹工件,避免由于工件伸出太长,加工中引起振动。铣削时,应使水平铣削力的方向指向虎钳固定钳口。在工件精度要求较高时,如果虎钳的精度较低,可以在工件与钳口之间(水平与垂直方向)垫放适当厚度的纸片或薄铜片,以提高工件在虎钳里的安装精度。工件被加工表面应高出钳口,以免铣坏钳口或损坏铣刀。如工件低于钳口平面,可在工件下面垫放适当厚度的平行垫铁。在夹紧工件过程中,应用铜榔头或木榔头轻轻敲击工件,使工件紧密贴合在平行垫铁上,以用手不能轻易推动平行垫铁为适宜。当工件的一面是已加工表面而另一面是毛坯面或者两夹紧面不平行时,可将已加工表面贴在固定钳口上作基准面。另外在活动钳口与工件毛坯表面之间增添一个圆棒或一块挤板,即可使工件夹紧牢固又能保证被铣削平面垂直于基准面。上海模块化多工位虎钳批发多工位虎钳自身精度高,夹紧时工件不会上浮。
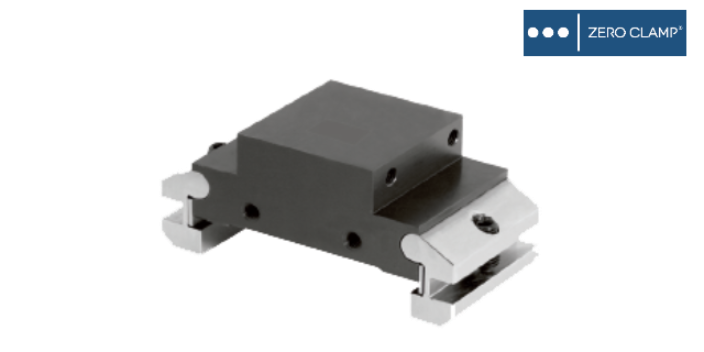
德国ZERO CLAMP多工位虎钳的作用便是帮助用户完结工装夹具与机床之间的快速定位和夹紧,削减机械加工中的辅佐时间。它包含两部分:零点定位器(凹头)和定位接头(凸头),零点定位器通过大直径高刚度的滚珠夹紧定位接头,当给零点定位器通入60bar的液压或许6bar气压时,滚珠向两边散开,定位接头可自由进出零点定位器;当堵截压力时滚珠向中心挨近并锁紧定位接头。这两部分之间的重复定位精度是0.002mm,一起供应5 kN至30kN的夹紧力。运用时将零点定位器(凹头)设备到机床作业台上,凹头在机床作业台上的方位标记为零点,依据实践加工需要可设备多个定位器凹头(至少2个);定位接头凸头与夹具、工装或许工件通过定位台阶和螺栓紧固到一起(每个夹具、工装或工件至少设备2个定位接头凸头)。当需要加工某个工件时可直接通过零点定位基准夹具系统设备到机床作业台上,无需调整方位和找正精度,整个进程可在1分钟内完结(以往替换夹具或工件用于找正方位精度和调整的时间往往超过1个小时或许更长时间),大幅度下降了机械加工的辅佐时间,前进机床的实践出产功率。
多工位虎钳对精度有什么样的要求?1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。多工位虎钳钳子应该如何保养呢?
ZERO CLAMP是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率,当合理使用这样的系统时,可以很好解决现在我们在单件小批量生产或多品种小批量生产时候的自动化生产。属于常锁机构,通气时打开,断气锁死。当给ZERO CLAMP通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠。从而实现快速精确定位和夹紧。伴随现在不同行业进行智能制造生产的实践,产生了各种各样的ZERO CLAMP。多工位虎钳的使用方法多种多样。多工位虎钳市场价
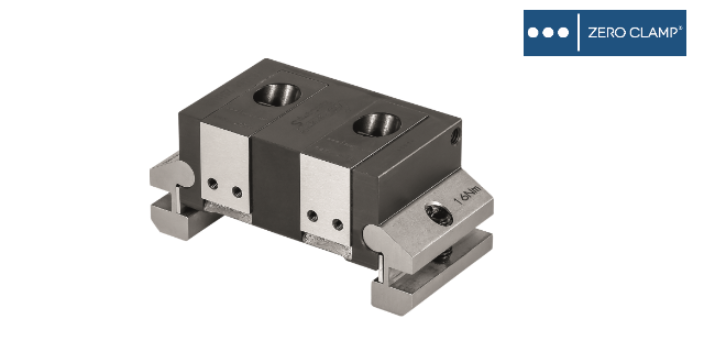
Zero Clamp多工位虎钳的虎钳可首尾连接使用。多工位虎钳市场价
多工位虎钳的安装环境:多工位虎钳必须牢固地固定在钳台上,两个夹紧螺丝必须扳紧,使工作时钳身没有松动现象,否则容易损坏多工位虎钳和影响工作质量。安装多工位虎钳时,必须使固定钳身的钳口工作面处于钳台边缘以外,以保证夹持长条形工件时工件下端不受钳台边缘阻碍。文明生产,工作场地经常保持清洁,材料物品堆放整齐,过道通畅无阻。工具、夹具及零件等物品应放置整齐,靠近中心,防止跌落损坏或伤脚。装夹工件应使钳口受力平衡,不平衡装夹时注意不要用力过猛。多工位虎钳市场价
上一篇: 西安高精密定心虎钳价格
下一篇: 浙江手动定心虎钳采购