天津正规焊管机组互惠互利
焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。哪些企业和厂家生产焊管机组?天津正规焊管机组互惠互利
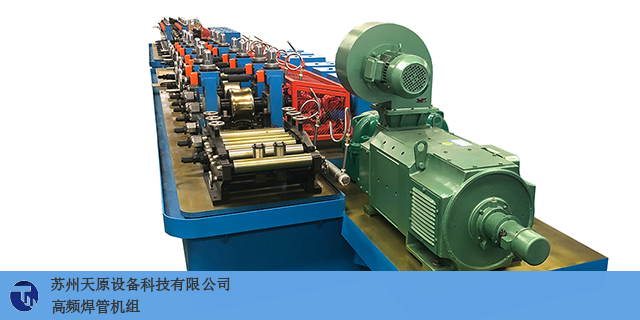
焊管机组
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊接质量较高。一方面是热交换,另一方面是保护性能。基于高频焊管的过程比较简单,所以相对而言,高频焊管的生产效率要更高一些,但是基于双面埋弧焊管不断的发展,其生产效率也在进一步的提高。总而言之,两种焊接方式各有其优缺点。高频焊管的优势是开裂可能小,焊接速度快,焊接成型方式简单,生产效率高。双面埋弧焊管的主要优势是实现了自动化,焊接质量高等方面。至于在实际中应该选择哪种焊接方式,还需要根据具体情况具体分析。吉林销售焊管机组厂家报价焊管机组有相应的行业标准吗?
导致焊管有时在很低的压力下发生焊缝爆裂。三,达到基本直度在焊管生产实践中,对直度有两种理解。一是国际规定的直度,圆管不大于2‰,异型管不大于3‰;另一是使用性直度,指标要求由供需双方商定。前者适用于“市场货”,用户不固定;后者适用于提出要求的特定用户。无论是哪种直度,只有经过定径辊的轧制才能平衡管内应力,使焊管达到基本直度。四,提高焊管表面质量定径辊对焊管表面质量的促进作用主要表现在三个方面:(1)促使焊缝圆滑。去除外毛刺后的焊缝面与焊管外圆总是相接而不是相切,相接就存在棱角;在管面焊缝部位总能看到和用手感觉到棱角,极不美观。只有经过数道次定径辊轧制后,才能消除焊缝面与管面棱角,实现圆滑。(2)减轻表面压痕和划伤。从管坯成型到完成焊接,其间要经过二、三十只轧辊(排辊成型会更多)的轧制与高温焊接,任何一个环节都有可能在焊管表面留下伤痕与印迹。而经过定径辊轧制后,其中一些伤痕和印迹会变浅,变得没有手感。(3)防止定径段自身产生伤痕。要求精心调整定径孔型对称性,正确施加轧制力,确保焊管表面无压痕、划伤等表面缺陷。
焊管与焊管机组是不一样的,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效,品种规格多,设备少,但一般强度低于无缝钢管。1、焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。而且,相对而言,较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊2、按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。3、按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。4、按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。高频焊管机组找谁购买?

高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。焊管机组有统一的学名或者叫法吗?山西正规焊管机组质量保障
什么,焊管机组还有这些分类!天津正规焊管机组互惠互利
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。天津正规焊管机组互惠互利
上一篇: 山西机械焊管机组客户至上
下一篇: 上海制造焊管机组出厂价格