山东正规焊管机组哪家好
焊管机组还得了解相关的技术,比如高频焊。它的定义,高频焊(high-frequencywelding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专门设备。生产率高,焊接速度可达30m/分钟。主要用于制造管子时纵缝或螺旋缝的焊接焊管机组有统一的学名或者叫法吗?山东正规焊管机组哪家好
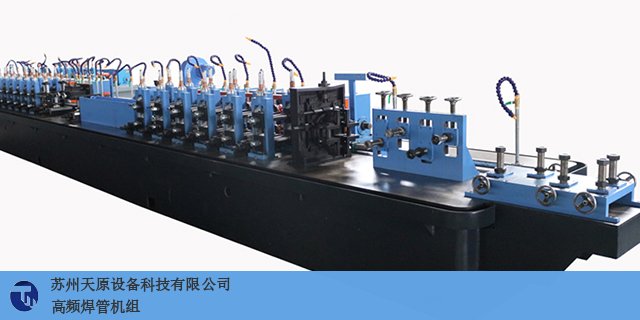
焊管机组
与焊管机组中高频焊的原理,高频焊原理——借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围[4]。当要求高频电流集中于焊件的某一部位时,只要将导体与焊件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要运用集肤效应和邻近效应,使焊件待焊处的表层金属得以快速加热而实现焊接。福建先进焊管机组诚信为本苏州焊管机组厂家供应商。

焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。
从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管和直缝钢管都是焊接钢管的一种,它们在国民生产建设中应用较广,螺旋钢管和直缝钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下螺旋钢管和直缝钢管的区别。直缝钢管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。而且。你还不知道焊管机组使用要注意这些!
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊接质量较高。一方面是热交换,另一方面是保护性能。基于高频焊管的过程比较简单,所以相对而言,高频焊管的生产效率要更高一些,但是基于双面埋弧焊管不断的发展,其生产效率也在进一步的提高。总而言之,两种焊接方式各有其优缺点。高频焊管的优势是开裂可能小,焊接速度快,焊接成型方式简单,生产效率高。双面埋弧焊管的主要优势是实现了自动化,焊接质量高等方面。至于在实际中应该选择哪种焊接方式,还需要根据具体情况具体分析。焊管机组轧压线的常见损伤。江苏品质焊管机组铸造辉煌
焊管机组到底是什么呢?山东正规焊管机组哪家好
导致焊管有时在很低的压力下发生焊缝爆裂。三,达到基本直度在焊管生产实践中,对直度有两种理解。一是国际规定的直度,圆管不大于2‰,异型管不大于3‰;另一是使用性直度,指标要求由供需双方商定。前者适用于“市场货”,用户不固定;后者适用于提出要求的特定用户。无论是哪种直度,只有经过定径辊的轧制才能平衡管内应力,使焊管达到基本直度。四,提高焊管表面质量定径辊对焊管表面质量的促进作用主要表现在三个方面:(1)促使焊缝圆滑。去除外毛刺后的焊缝面与焊管外圆总是相接而不是相切,相接就存在棱角;在管面焊缝部位总能看到和用手感觉到棱角,极不美观。只有经过数道次定径辊轧制后,才能消除焊缝面与管面棱角,实现圆滑。(2)减轻表面压痕和划伤。从管坯成型到完成焊接,其间要经过二、三十只轧辊(排辊成型会更多)的轧制与高温焊接,任何一个环节都有可能在焊管表面留下伤痕与印迹。而经过定径辊轧制后,其中一些伤痕和印迹会变浅,变得没有手感。(3)防止定径段自身产生伤痕。要求精心调整定径孔型对称性,正确施加轧制力,确保焊管表面无压痕、划伤等表面缺陷。山东正规焊管机组哪家好
上一篇: 上海正规焊管机组厂家报价
下一篇: 昆山供应焊管设备服务