吉林瑞源定制真空清洗炉电加热管
真空清洗炉的特征3:瑞源苏州加热真空清洗炉 e、水冷却系统由真空清洗炉体上端中空夹套水冷却部分及进出水管、炉盖中空夹套水冷却部分及进出水管、落料管的水冷却部分及进出水管、总进水管及水栓、水路均压罐、各水路控制水栓及水流量计、总出水管及供水故障自动报警保护的电子电路组装而成;f、清洗物装卸系统的结构是:一个能在平面周角(360°角)内旋转任意角度并能旋转后定位的微型起重机安装在立式真空清洗炉体处适当位置的机架上,该微型起重机包括可活动的起重臂、定滑轮组、吊索、吊钩、装清洗物的吊篮筐及转动和升降的操纵机构。瑞源真空清洗炉可以用来清洗过滤网。吉林瑞源定制真空清洗炉电加热管

如何选择真空煅烧炉真空清洗炉真空清洗炉~瑞源苏州真空清洗炉真空煅烧清洗炉选型:一般情况下,卧式真空煅烧清洗炉适合大型的工件、不能堆放的喷丝板、模头、过滤网和过滤芯等,但成本相对要高;立式真空煅烧清洗炉相对成本要高一些,不适合长的和不能堆放的工件;柜式真空煅烧清洗炉适合清洗细长的螺杆等工件,井式真空煅烧清洗炉因为造价成本也高,现在应用比较少,目前市场上常用的就是卧式真空煅烧清洗炉、立式真空煅烧清洗炉。吉林瑞源定制真空清洗炉电加热管如何选购真空清洗炉?

注塑成型是一种将熔融塑料材料注入模具中,然后冷却固化成型的塑料制造工艺。其基本原理是:1. 加热熔融:将塑料颗粒或粉末加热至熔融状态,通常需要在注射机中进行。加热后的塑料变得粘稠流动,可以被注射机推进模具中。2. 填充模具:将熔融塑料材料通过注射机注入模具中。注射机会施加高压使塑料流动填充整个模具腔室。3. 冷却固化:在模具中的塑料材料需要进行冷却,使其固化成型。冷却时间和温度取决于材料的种类和厚度等因素。模具的具体设计也可以影响冷却时间和质量4. 模具打开和取出:在冷却固化后,打开模具并取出成型件。通常模具上有一些释放剂以帮助成型件轻松脱离模具。5. 去除毛刺、修整和加工:在取出成型件后,需要去除多余的塑料材料和毛刺,并对成型件进行修整和加工。这可以通过手工或机器完成。6. 检验和包装:*后需要对成品进行检验以确保其质量符合要求,然后进行包装和运输。清洗注塑机螺杆,推荐瑞源(苏州)加热设备科技有限公司的真空清洗炉,资质完备,安全性高,深受行业好评!
橡胶产品能注塑,塑料注塑机能用。注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。 注塑还可分注塑成型模压法。和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。橡胶是一种有弹性的聚合物。橡胶可以从一些植物的树汁中取得,也可以是人造的,两者皆有相当多的应用及产品,例如轮胎、垫圈等,遂成为重要经济作物。橡胶的种植主要集中在东南亚地区,如泰国、马来西亚、印度尼西亚。塑料注塑机也叫塑料注射成型机或塑料注射机。它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。塑料注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。清洗注塑机螺杆,推荐瑞源(苏州)加热设备科技有限公司的真空清洗炉,资质完备,安全性高,深受行业好评!真空清洗炉选购指南。
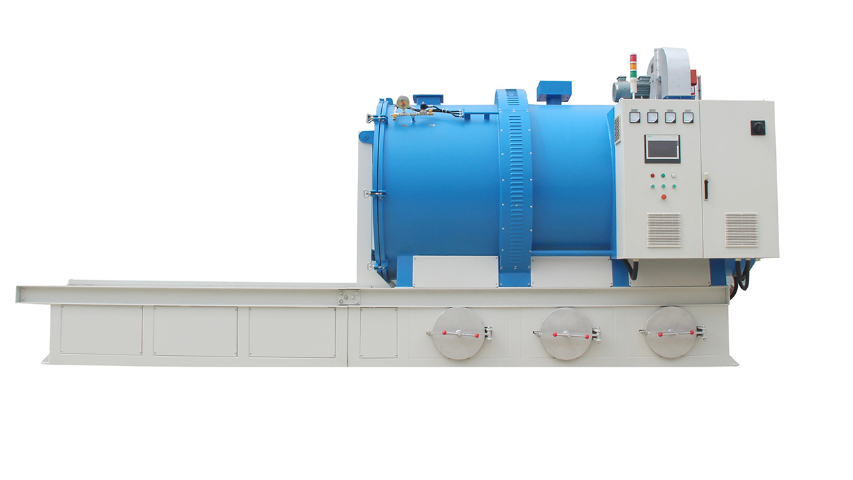
GYZW系列真空煅烧炉适用于高分子材料过滤器、过滤网的清洁处理,使滤网经过煅烧清洗,可以进行重复使用,节省生产成本的环保型设备。 该真空煅烧炉是利用高分子聚合物在一定的温度时可熔融,高于300℃左右时隔绝空气可裂解焦化,高于400℃在有少量氧气和一定真空度的条件下可完全氧化的特性。利用这一特性,先把沾有原料及污物的构件(滤网)加热到被清洗构件的熔融温度,使滤网表面上较多的高分子聚合物熔化流入下部的废料收集罐中,使滤网上物料及污物能够熔融后流淌到炉膛下方的收集容器内,滤网表面微孔中只剩下少量的高分子聚合物和灰分,这时再将炉温升到熔体裂解碳化的温度(温度可根据工艺要求拟定),同时打开真空泵,并通入少量空气使剩余的高分子聚合物充分氧化,生成二氧化碳和水,通过真空泵的抽吸将漂浮在炉内的灰分和水蒸气经水喷淋洗涤器喷淋洗涤后排出炉外。熔喷布真空清洗炉怎么使用?天津瑞源真空清洗炉电加热管
真空清洗炉的优点你是否清楚?吉林瑞源定制真空清洗炉电加热管
真空清洗炉故障检修及改进:拆卸怀疑点的上、下两个区的电极,结果发现有两组电极密封垫已经碳化,其他密封件也已经老化。更换原装密封件后试机,与之前比较有所改善,冷态真空度0.006Pa(4.5×10-5torr),但该值距标准真空度仍差半个数量级。经反复装调,仍没有实质性改变,于是怀疑是原装密封件达不到要求。因此对电极锥面的O形密封圈设计尺寸产生怀疑,锥面上原装的O形圈截面直径为3mm,密封槽深2.4mm,压缩量只有0.6mm,该指标略低于真空密封的标准设计要求,O形圈的弹性张力不足,难以起到较好的密封效果鉴于这种情况,决定采用截面直径为4mm的O形密封圈代替原装密封圈,其压缩量由原来的0.6mm增加至1.6mm。再次开机测试,冷态真空度提高到0.0008Pa(6×10-6torr),超出该设备的设计真空度。真空漏率减少到0.04Pa/h(3×10-4torr/h),优于设备的标准漏率。吉林瑞源定制真空清洗炉电加热管
上一篇: 重庆煤改电电加热导热油炉厂家
下一篇: 内蒙古真空清洗炉多少钱