福建冲压电池壳厂家直销
本实用新型的电池托盘有益效果是:本实用新型中的电池托盘在边框组件上设置有主流道,在底板处设置与主流道连通的副流道,主流道再与底板前后两侧设置的安装梁中的安装梁流道连通,形成了完整的冷却通路,提高了电池托盘的散热性能。并且,本实用新型中边框组件由折弯的型材构成,将焊缝转移到了电池托盘侧面靠中部位置,相较于四角处更便于焊接,提高焊接质量,还能够减少焊缝的数量,**少时*有两条焊缝,从而减小边框组件中的焊缝气密失效的概率。进一步的,进液安装梁流道和出液安装梁流道均设置在前安装梁处,后安装梁与主流道的后端焊接密封。进一步的,所述后安装梁上表面与边框组件上表面平齐,并通过搅拌摩擦焊焊接。后安装梁通过搅拌摩擦焊的方式焊接在边框组件内侧,能够降低边框后侧的焊缝气密失效风险。进一步的,所述副流道为沿左右方向延伸的直流道,同一底板中的副流道在前后方向并列布置。通过多条并列布置的副流道进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。进一步的,边框组件上与安装梁流道开口相对的部分设置开口朝向下方的u型槽,u型槽内设置有与安装梁流道连通的水嘴。正和铝业电池托盘,柱形电芯侧面换热的比较好解决方案!福建冲压电池壳厂家直销

边框组件在u型槽内焊接有形状与u型槽吻合的u型堵板对边框组件进行密封。通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的,所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起,环形凸起构成对密封圈进行限位的限位结构或是阻挡密封胶的档胶结构。电池箱体边框组件顶部的环形凸起,便于进行档胶或是设置密封圈。为实现上述目的,本实用新型的电池箱的技术方案是:电池箱包括电池托盘和上封盖,上封盖罩设在电池托盘上,电池托盘与上封盖密封配合,电池托盘包括:边框组件,包括左边框和右边框,所述左边框和右边框由边框型材折弯形成,左、右边框两端朝向内侧折弯,两边框在内侧面处设置有沿前后方向延伸的主流道。安徽定制电池壳厂家直销14.苏州正和铝业专业、专注、液冷系统产品服务用心设计开发,值得信赖!

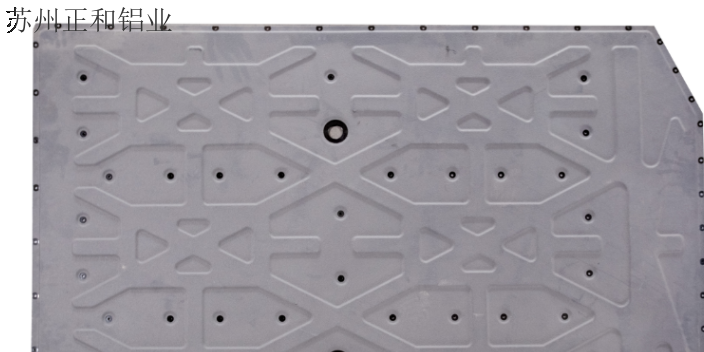
边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。
在液压油温为40℃~50℃时,货叉起升到h3/2处,测定货叉根部10min内的下降量。重复测量二次,取其平均值。托盘车呈额定载荷运行状态,蓄电池充足电后,测其电压、电解液密度和温度。托盘车从运行路线图(图6)原始位置A沿路线1前进,在位置B装上标准载荷Q,沿路线2退回到位置C,沿路线3快速前进到位置D卸载,沿路线4退回到原始位置A,完成半个循环。再按原相反方向沿路线4快速前进到位置D装上标准载荷Q后,沿路线3快速退回到位置c,沿路线2前进到位置B放下标准载荷,再沿线路1退回到原始位置A,则完成一个循环(行程约68m)。连续运行三个循环。蓄电池可供用户工作时间用式(4)计算:制动性能试验应按照GB/T18849的规定。托盘车通过设计规定坡度的坡道,如果试验坡度不合适(过大或过小),可以用适当增、减试验载荷的方法进行试验,确定托盘车实际的坡度,并折算出**大爬坡度。折算**大爬坡度按式(5)近似计算:托盘车呈额定载荷状态,把货叉起升到**高位置,再在货叉上施加上,保持10min后卸载。检查液压系统有无渗漏油现象,目测结构件有无脱焊,裂纹和长久变形。,以(18±5)次/min的频速摇动手柄,使货叉由**低位升到**高位,然后将控制杆扳至下降位置。液冷托盘正和铝业为您提供定制化液冷解决方案和一站式服务!
制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。实施例7聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比1:7:2组成;所述的分散剂由十二烷基硫酸钠和聚醚l-64按质量比1:2组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。实施例8聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比1:7:2组成;所述的分散剂由聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比2:3组成。10.专业的液冷方案,***的技术服务,优异的服务态度,永远是我们正和铝业的标签!安徽认可电池壳安装设计
苏州正和铝业有限公司项目团队可以根据客户需求提供定制化服务,您身边液冷解决方案提供者!福建冲压电池壳厂家直销
支撑轮50设有刹车结构。支撑轮50有助于实现短距离推动的自主灵活移动。承重立柱30堆叠设置。相邻的两个承重立柱30的端部相互接触。每层电池架10的重量均直接通过承重立柱30传递至脚垫20。承重立柱30上的限位环31均只承担与该限位环31接触位于该限位环31的上方的电池架10的重量。即承重立柱30上的限位环31只承担与其直接接触的电池架10的重量,而更上层的电池架10的重量则直接通过承重立柱30的端面的接触向下传递。承重立柱30无缝对接受力直达地面。具有较高的稳定性,不会由于多层堆叠结构造成立管12的压塌或损坏。以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本实用新型,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本实用新型的保护范围内。福建冲压电池壳厂家直销
上一篇: 上海电池壳生产制造商
下一篇: 山东个性化翅片生厂制造商