台州吹塑模具制造管理软件使用
模具库存管理包括下列内容:1、新模具领用:新模具领用由生产部门工长或组长到模具组登记领取,登记内容:(a)工单号;。(b)产品编号;(c)模具名称及模具编号;(d)领用时间;(e)领用人签字。2、模具更换领用:当模具故障或刀口钝化后,由生产部门生产人员到模具登记领取。登记内容:(a)工单号;(b)产品编号;(c)旧模具名称及模具编号,更换原因;(d)新模具名称及模具编号;(e)领用时间;(f)领用人签字。模具库存管理包括下列内容:1、新模具领用:新模具领用由生产部门工长或组长到模具组登记领取,登记内容:(a)工单号;。(b)产品编号;(c)模具名称及模具编号;(d)领用时间;(e)领用人签字。2、模具更换领用:当模具故障或刀口钝化后,由生产部门生产人员到模具登记领取。登记内容:(a)工单号;(b)产品编号;(c)旧模具名称及模具编号,更换原因;(d)新模具名称及模具编号;(e)领用时间;(f)领用人签字。浙江模具制造管理软件有哪些?台州吹塑模具制造管理软件使用
模具制造管理软件
根据浇注系统型制的不同可将模具分为三类:1、大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计Z简单,容易加工,成本较低,所以较多人采用大水口系统作业。2、细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统。3、热流道模具:此类模具结构与细水口大体相同,其Z大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具。台州吹塑模具制造管理软件使用模具制造管理软件可以对模具制造过程中的成本进行管理和控制,包括成本的录入、分析和控制等。
对于大多数制造生产型企业来说,都需要用到「模具」,「模具」用于产品的标准化量产,是企业提高生产效率,降低生产成本的重要因素之一。随着中国智能制造产业发展迅猛,对于模具的管理自然也应该与时俱进,通过数字化的方式进行模具的智能化管理,从而减少模具的维护成本,避免浪费和闲置。但是工厂车间使用模具的业务人员大多不懂IT,模具管理员也基本没有IT基础,若是引入复杂系统操作上不够便捷,又需要培训成本,因此推荐一个简单好用的方式——即通过无代码开发平台自定义搭建模具管理系统,简单拖拽,无需IT基础也能轻松搞定。当然目前市面上也已经有基于无代码的方式,搭建好的模具管理系统,具体这样的应用系统能帮助企业带来哪些便利?(以轻流模具管理系统为例)无纸化办公,扫码获取多维度模具信息上系统后,每个模具自带二维码,手机即可直接录入模具基础信息、保养方案,模具相关信息及模具领还、维修保养、报废等全流程操作信息均可扫一扫,在线记录和查询,使用数据云存储,再也不用一张张报表手工记录核查,减少人工出错。
现场管理和安全制度各师傅要服从统一管理,行为规范,认真履行岗位职责,爱岗敬业,遵纪守法,严禁消极怠工,认真开展“6S”活动,场地要求每天一小扫(晚班下班也要清扫),每周一大扫,及时清理不相干物件,保持作业环境整洁卫生,各员工每天应做到:1、模具、模料用垫木堆放整齐、有序,以免大家不统一而影响整齐;2、下班时要整理好现场的工具、零部件等物件,切断设备电源,不得在地上发现有螺丝、销钉、油石等散乱的生产资料;3、机床用完要即时清理、清扫、加机油、摇臂归位,对使用后没有做好的机床责任、不听劝告的一经查处,予以重罚;4、禁止任何员工带瓜子之类的零食进入车间食用,杜绝早餐袋、水果壳及其它食品袋等垃圾在工作场地上随地乱丢,各员工要认真执行坚持每天把垃圾丢到桶里去;5、安全生产,严格执行安全操作规程,严禁违章违纪生产作业(包括钻床、车床等作业戴手套);6、各自的工作台要保持清洁干净,周围没有与工作无关的物品,多余的物料要及时清理,场地打扫干净;7、团结友爱,帮扶互助,严禁因工具、设备使用等原因而发生辱骂、斗殴等不文明行为,违者重罚。以上条例望全体员工严格遵守,经检查发现有上述违规行为的,直接作为加减薪考核依据。企业为什么要使用模具管理软件系统?

模具工艺工时。时间定额是完成一个工序所需的时间,它是劳动生产率指标。根据时间定额可以安排生产作业计划,进行成本核算,确定设备数量和人员编制,规划生产面积。因此时间定额是工艺规程中的重要组成部分。确定时间定额应根据本企业的生产技术条件,使大多数工人经过努力都能达到,部分先进工人可以超出,少数工人经过努力可以达到或接近当时平均先进水平。随着企业生产技术条件的不断改善,时间定额定期进行修订,以保持定额的平均先进水平。时间定额通常由工艺人员和工人相结合,通过总结过去的经验并参考有关的技术资料直接估计确定。或者以同类产品的工件或工序的时间定额为依据进行对比分析后推算出来,也可通过对实际操作时间的测定和分析后确定。文章转载自“金属加工平台”,内容有删减。模具制造管理软件有哪些类型?珠海市口碑好的模具制造管理软件特点
模具运作流程与软件的必要性。台州吹塑模具制造管理软件使用
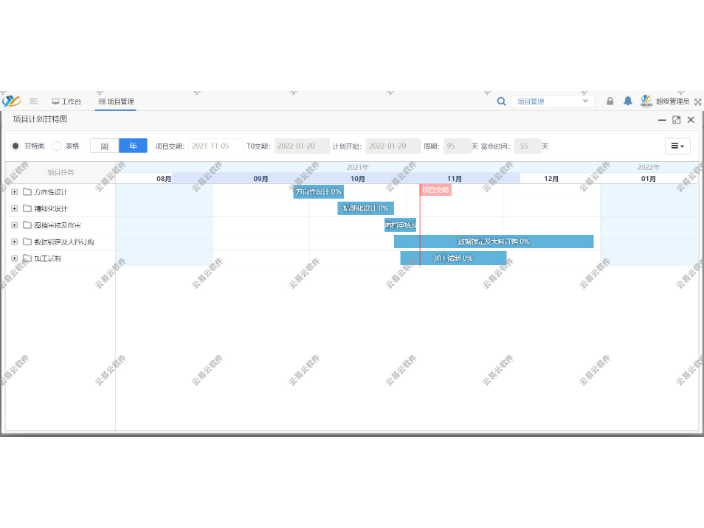
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。台州吹塑模具制造管理软件使用
上一篇: 浙江温州专业的模具制造管理软件开发
下一篇: 江门靠谱模具制造管理软件有哪些