台州冷拔丝钢筋焊接网供应
钢筋网片焊网机焊接原理,电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。钢筋网片焊网机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。焊接钢筋网网格应按矩形布置,焊接钢筋网的钢筋间距为150~300mm。台州冷拔丝钢筋焊接网供应
钢筋网在隧道衬砌的应用,根据国标《公路隧道设计规范》JTGD70-2004规定。在喷射混凝土内应设带肋钢筋网,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。钢筋网网格应按矩形布置,钢筋网的钢筋间距为150~300mm。可采用150mm×150mm,200mm×200mm,200mm×250mm,250mm×300mm,300mm×300mm的组合方式。钢筋网的搭接长度不应小于30d(d为钢筋直径)。纵向钢筋焊接网尺寸当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍。

①热轧钢筋、冷拔低碳钢丝、冷轧带 肋钢筋焊点应作抗剪试验。抗剪试件应沿同一横向钢筋随机切取,其受拉钢筋为纵向钢筋。对于双根钢筋,非受拉钢筋应在交叉焊点外切断,且不应损伤受拉钢筋焊点;②钢筋数量:3个; ③抗剪试验时应采用能悬挂于试验机上专门使用的焊剪试验夹具。那么上述就是钢筋焊接网的相关规则以及标准,相信看过的朋友会有所了解,无论对以后的工程验收或者是施工方案,都是有很好的借鉴的,当然,我们知道,基础设施的建设与现实中的环境,原材料的质量,以及施工人员的技术操作问题密不可分,理论上的标准是与现实操作有误差的,这一点是很正常的,希望各位朋友能够明白这个道理,那么这里的相关知识就介绍到这里了,希望可以帮助有需要的朋友。
带肋钢筋网,产品名称: 带肋钢筋网;伸长率δ10≧8%;性能:抗拉强度Σb≧360Mpa;设计强度Y≥360Mpa;表面形状:网状;供货状态:按要求或施工情况分片打包;节省钢筋用量:在同体积混泥土结构中,与普通I级钢筋相比。冷轧钢筋及焊接网的设计强度值从210Mpa提高到360Mpa,因而钢筋用量可相对减少30%以上。另外,由于是工程自动化生产线制作,钢筋网的损耗微乎其微。提高工作效率:使用钢筋焊接网可省去现场钢筋调直、裁剪、逐条摆放等环境,节省工时可达70%以上,较大程度上简化了施工环节,加快了施工进度,缩短了施工周期。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。

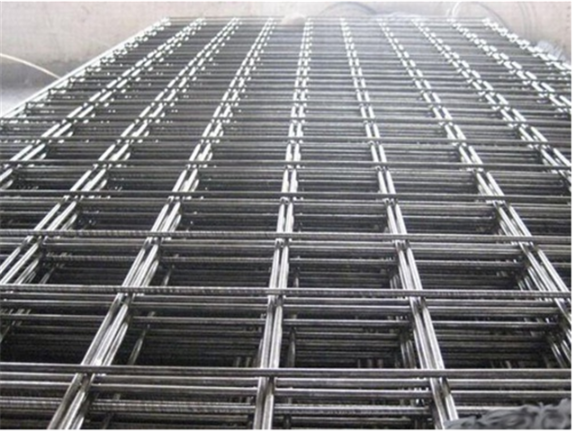
焊接钢筋网的技术规定介绍,技术规程规定,焊接钢筋网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。钢筋网应采用机械制造,纵、横向钢筋交叉点采用电阻焊焊接。台州带肋钢筋焊接网生产厂家
当采用双层焊接钢筋网时,两层焊接钢筋网之间的间隔距离不应小于60mm。台州冷拔丝钢筋焊接网供应
钢筋焊接网技术应用:⑴、混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层冷轧带肋钢筋焊接网;或在长度约为6一10倍板厚的范围内逐渐将板厚增加20%。⑵、混凝土路面与桥梁相接,桥头设有搭板时,应在搭板与混凝土面层板之间设置长6一10mm 的钢筋混凝土面层过渡板。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用冷轧带肋钢筋焊接网补强。⑶ 、混凝土面层下有箱形构造物横向穿越,其顶面至面层底面的距离小于400mm或嵌入基层 时,在构造物顶宽及两侧,混凝土面层内应布设双层冷轧带肋钢筋焊接网,上下层冷轧带肋钢筋焊接网各距面层顶面和底面1/4一1/3厚度处。混凝土面层下有圆形管状构造物横向穿越,其顶面至面层底面的距离小于1200mm时,在构造物两侧,混凝土面层内应布设单层冷轧带肋钢筋焊接网,冷轧带肋钢筋焊接网设在距面层顶面1/4一1/3厚度处。台州冷拔丝钢筋焊接网供应
上一篇: 路面钢丝网片市场价格
下一篇: 金华带肋建筑钢筋网片价格