抚州专业PET吹瓶模具制造厂家
吹瓶模具成熟的工艺条件:1.有效的模温控制:模腔、模芯能实现快速冷却,要有制冷水,且水质硬度合适,防垢、防堵。2.注塑过程中能实现螺杆的“倒抽”(释压),确保坯底成型良好,这对“一步法”尤为重要,否则瓶子很容易漏底。3.选择合适的加热温度,热流道温度较料筒温度低2~4度。4.冷却、注射、保压时间甚至开、合模时间要与注射、预塑速度有很好的协调性,这样才能使周期比较短。浇口设计的合理性:浇口的结构对管坯质量和成型工艺影响很大,实践证明,以锥形浇口使用效果比较好,末端直径较小,散热较快,在保压阶段很容易凝结。此外,尺寸要合适,过大对热平衡不利,凝结也较慢;过小容易导致瓶底“白浊”。吹瓶模具需要不定期进行收拾,保证模具的质量。抚州专业PET吹瓶模具制造厂家

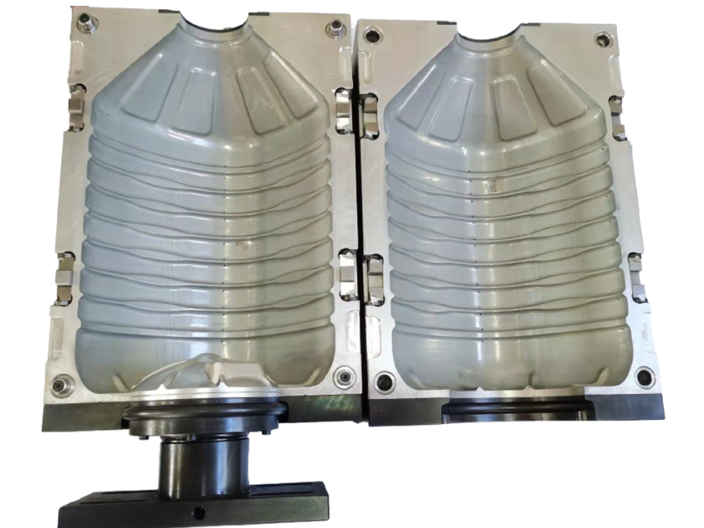
吹瓶模具结构怎么制作?人们生活周围常会使用到许多各式各样的塑料瓶体,而该塑料瓶体于制作上则大多是利用模具制成瓶胚再予以加热吹瓶成型,一种吹瓶模具结构,该吹瓶模具能大幅减少于作动时所需的使用空间,且相对也能减少其设置上所需的占用空间,使该吹瓶模具更具实用功能,更能提高其产品竞争力。一种吹瓶模具结构,其主要是由一侧模组、第二侧模组、蕊模组及连动机构所组成;其中该一、二侧模组,其于上段位置形成有瓶胚模穴且于一侧模组顶部设有可将溶胶注入瓶胚模穴的热浇道,并于一侧模组底部设有可带动吹瓶成型模移动的动力源,另该动力源的出力轴可供与一连动片体的一端枢设结合,该连动片体中间开设有嵌掣孔,而于盖片体对应连动片体的插掣孔凸具有插掣杆,又于该连动杆外缘则可供穿套于一套体的套孔内,该套体则可组固于一侧模组的通孔内。广东饮料瓶吹瓶模具吹瓶模具寿命和使用频率有关。
吹瓶模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。传热介质一般采用水、油等,它的通道常被称作冷却水道。降低模温,一般采用前模通“机水”(20度左右)、后模通“冻水”(4度左右)来实现。当传热介质的通道即冷却水道无法通过某些部位时,应采用传热效率较高的材料(如铍铜等,将热量传递到传热介质中去,或者采用“热管”进行局部冷却。升高模温,一般采用在冷却水道中通入热水、热油(热水机加热)来实现。当模温要求较高时,为防止热传导对热量的损失,模具面板上应增加隔热板。
吹瓶模具有哪些日常操作的要点:1、电源系统:检查吹瓶模具电源及操控系统、加热系统等,供认都处于正常情况。对于需求运用润滑油的部位,守时补偿润滑油,以保证设备的正常运转。急停开关、气源、水源等部件是否处于正常作业。2、元件作业:检查气动元件的密封性是否正常,动作是否活络。运动元件是否健壮,传动皮带作业是否正常。3、模具设备:模具的合模精确度对吹瓶产品的影响非常直观,开机前要将吹瓶所用的模具精确设备好,保证产品的正确成型。4、气流量和压力:吹瓶时气流量过大/压力高会构成产品中心点薄、偏,脚部发白、壁厚不均;气流量过小/压力低则中心点偏厚,吹瓶不充分。5、加热灯管:检查加热灯管是否作业正常,有无损坏、开裂。运用不同吹瓶材料时供认加热温度在适宜范围内,及时进行调整。吹瓶模具,是注塑模具厂家都需要接触和使用到的。

吹瓶模具相关的工艺性能:吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序.为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性,切削加工性,淬硬性,淬透性及可磨削性;还应具有小的氧化,脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性,球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性,切削用量大,刀具损耗低,加工表面粗糙度低。近几年吹瓶模具行业发展不错,吹瓶模具的需求也挺好的。抚州专业PET吹瓶模具制造厂家
吹瓶模具有哪些保养要点?抚州专业PET吹瓶模具制造厂家
吹瓶模具出现螺纹区的排气槽受到了不应有的拉伸(从密封面到凸环)的问题。这种现象夏天更常见,因其高气温使瓶胚螺纹区过热。解决办法有:1、确保输送臂的调整精确无误;还有,吹气芯场地模具的找正也有关系;2、由于气温偏高时问题更为糟糕,任何导致螺纹区温度下降的都会加其恶果,详见“瓶口膨胀,吹瓶跑气”。应该记住,吹瓶芯只凭弹簧的力量来确定瓶坯位置,它并不足以矫正两者之间在对准上的差距。等吹气开始,有相当大的下冲击力,这一冲击载荷便会引起螺纹受损。抚州专业PET吹瓶模具制造厂家
台州市弘凯模具有限公司属于机械及行业设备的高新企业,技术力量雄厚。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司(自然)企业。公司始终坚持客户需求优先的原则,致力于提供高质量的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具将以真诚的服务、创新的理念、***的产品,为彼此赢得全新的未来!
上一篇: 清洁剂瓶瓶胚模具制造厂家
下一篇: 郑州双色瓶盖模具