杭州专业饮料瓶吹瓶模具设计厂家
在吹塑领域中,好的吹瓶机是产品质量的较根本保证,而拥有一个好的吹瓶模具则能让产品的质量和生产效率锦上添花。不同用途的吹塑产品,需要匹配不同材质的模具进行生产,只有吹瓶机与合适的模具相互搭配,才能高效、优良地生产出吹塑产品。吹瓶模具,其模具形状几乎涵概了整个矿泉水包装市场,果汁/碳酸饮料包装市场,食品及部分药材等包装市场。模具特点:1.模具原料采用高质量的钢材。2.采用国际的3D造型软件设计塑料瓶外形。3.可提供多种塑料瓶形状建议设计。4.模具表明镀铬处理。5.合理的冷却水道设计。6.部件采用CNC设备加工。全自动吹瓶机具备的优点采用高压及双曲臂连杆锁模,锁模力强。吹瓶模具的质量对塑料瓶的影响是不容忽视的。杭州专业饮料瓶吹瓶模具设计厂家
吹瓶模具的几个保养常识:模具生产表面改性技术采用等离子体、激光、电子束、高密度太阳能等方法,使离子注入,从而获得表面改性。表面覆层技术它是指利用表面工程的各种手段,在产品表面制备各种特殊功能的覆层,用极少量的材料就能引起大量的昂贵的整体材料所能起到或是难以起到的作用,同时极大的降低了制件的加工制造成本。该技术的主要特点是具有很强的适用性,其方法有热喷涂、电火花涂敷、塑料粉末涂敷、真空蒸镀、溅射镀膜、离子镀、化学气相沉积、分子束外延、离子束合成薄模技术等。广东专业食品包装的吹瓶模具设计吹瓶模具可达到供同时进行瓶胚制作及加热吹瓶成型动作的预期。

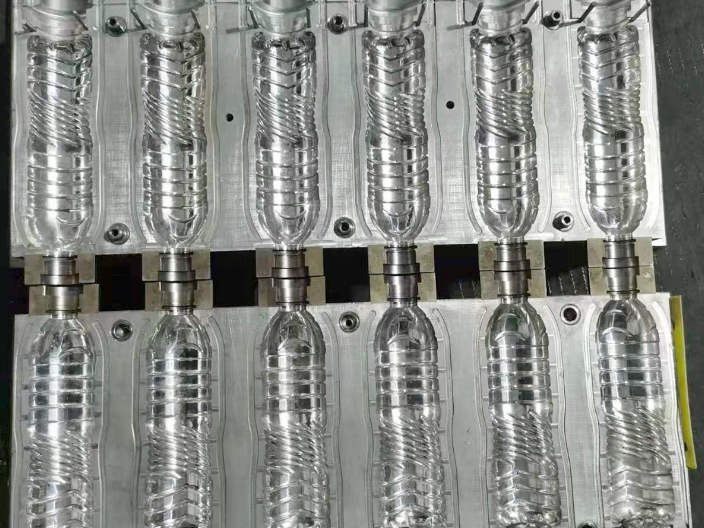
PET吹瓶模具吹瓶过程中常见问题点:一、底部成型不饱满,这种现象通常会使得瓶子稳定性不好,易倒,虽然问题不大,但是容易倒的瓶子,人们通常在使用时,却有着困惑。瓶子的底部成型不饱满,是因为吹气时的瓶坯温度太高,模泡吹起太快,因此造成了底部偏轻成型不饱满。二、螺纹区域膨胀,这种现象的通常是温度过高,因此在吹瓶时,容易发生这种现象。在吹瓶的过程中,可以听见漏气的声音,如果热度太高,就会出现短时间的爆破现象。螺纹区域膨胀,是由于周围空气的温度征稿,烘炉内的气流冷却的效果降低了,因此会导致温度上升给螺纹区域,造成了螺纹区域膨胀的现象。
吹瓶模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。传热介质一般采用水、油等,它的通道常被称作冷却水道。降低模温,一般采用前模通“机水”(20度左右)、后模通“冻水”(4度左右)来实现。当传热介质的通道即冷却水道无法通过某些部位时,应采用传热效率较高的材料(如铍铜等,将热量传递到传热介质中去,或者采用“热管”进行局部冷却。升高模温,一般采用在冷却水道中通入热水、热油(热水机加热)来实现。当模温要求较高时,为防止热传导对热量的损失,模具面板上应增加隔热板。pet吹瓶模具加工成型都有哪些类型?

吹瓶模具设计制作的要求:尺寸精确、表面光洁;结构合理、生产效率高、易于自动化;制造容易、寿命高、成本低;设计符合工艺需要,经济合理。模具结构设计和参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。模具上的易损件应容易更换。对于塑料模和压铸模,还需要考虑合理的浇注系统、熔融塑料或金属流动状态、进入型腔的位置与方向。为了提高生产率、减少流道浇注损失,可采用多型腔模具,在一模具内能同时完成多个相同或不同的制品。在大批量生产中应采用高效率、高精度、高寿命的模具。吹瓶模具是很多塑料瓶、塑料制品加工厂必备的。专业PET吹瓶模具
吹瓶模具各方面功能的提高关于全部塑料瓶行业来说都是含义十分深远的。杭州专业饮料瓶吹瓶模具设计厂家
吹瓶模具的要点:1、收缩和变形,塑料易收缩,有些塑件易变形,无论如何预防,塑件在冷却阶段都会发生变形。在这种条件下,就要改变成型模具的外形来适应塑件的几何偏差。例如:尽管塑件壁保持平直,但其基准中心已偏离10mm;可以抬高模具底座,以调整这种变形的收缩量。2、收缩量,在制造吸塑成型模具时一定要考虑到下列的收缩因素。①成型制品收缩。如果不能清楚地知道塑料的收缩率,则必须取样或用相似形状的模具通过试验来得到。注意:通过这种方法只能得到收缩率,不能得到变形尺寸。②中间介质的不利影响造成的收缩,如陶瓷、硅橡胶等。③模具所用材料的收缩,如铸造铝时的收缩。杭州专业饮料瓶吹瓶模具设计厂家
台州市弘凯模具有限公司拥有模具,塑料制品,机械设备制造,加工,销售 等多项业务,主营业务涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。公司以诚信为本,业务领域涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。一直以来公司坚持以客户为中心、瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。
上一篇: 湖北瓶胚注塑模具价格
下一篇: 郑州专业食品包装的吹瓶模具厂商