加工中心主轴跑合机生产企业
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质在主轴箱上部的床身上固定有施压装置,施压装置由压力缸和压力缸活塞杆端部安装的施压头组成。加工中心主轴跑合机生产企业
跑合运转的目的是为了使轴承在正式使角前,使其滚子与滚道通过跑合,能具有良好的接触条件,以保持轴承有良好的接触精度,并避免轴承一开始在高速和重载使用时引起滚子与滚道的损坏,从而提高了轴承的寿命和精度。我们杭州轴利科技有限公司是是一家专业从事液压产品的研发生产与销售的公司,如要购买液压产品欢迎联系我们。主轴是否能正常工作是对加工件的质量和生产效率有很大影响的,其中轴承是对主轴组件性能影响比较大的零件。我们杭州轴利科技有限公司生产的液压产品都经过公司的专业团队严格把关加工中心主轴跑合机生产企业由于电主轴电机装在主轴单元壳体内,所以主轴电机不能直接采用风扇散热,自然散热条件也比较差。
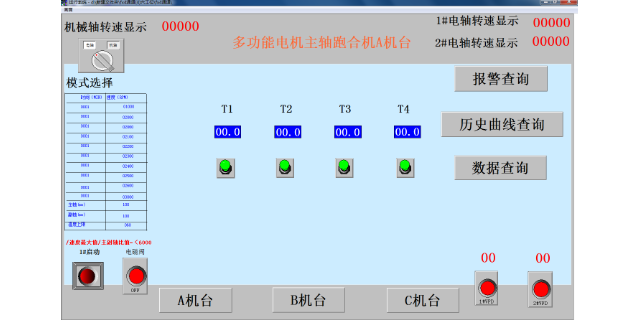
新机器所有系统都是新的,还会有多余的润滑油脂,如果刚开始电机主轴就进行高负荷运行,那么机器它的零件磨损和间隙就会加大,所以需要磨合,使它的润滑系统适应工作强度。在常年恒温的房间里主轴电机由慢速逐步增加到主轴的高转速,需要进行一段长时间的跑合程序用来观察主轴性能的稳定情况,确保滚动体与轨道之间的有效磨润,在这个跑合的过程当中,有转速的控制,还有震动的控制,这些都会得到相应的测试数据,通过量化加载和在线监测,图表分析等等,更科学的反应机床主轴的传动系统的制造和装配质量,方便我们的技术人员对产品进行技术改造和产品更新
(1)拆下雕刻机主轴前后端盖及前后螺母; (2)从轴的前端向后用力推出主轴及后轴承座,直线轴承等附件; (3)轴承垫圈。 雕铣机主轴操作的基本注意事项有哪些吗? 1.雕刻过程中,严禁近距离观察,以防止切屑飞入眼睛,观察时要暂停雕刻,关闭电机主轴并确定电机主轴不再旋转。 2.雕铣机主轴维修装卡刀具时露出卡头的长度须参照雕刻工件、夹具而定,在满足条件情况下露出卡头的长度尽量的短,当刀具的总长度小于22mm时,严禁继续使用。 3.装卡刀具时,须先将卡头里的灰尘及杂物清理干净,把卡头装入压帽内并放正,再一起装到电机主轴上并将刀具插入卡头,再锁紧压帽,上下刀松紧压帽的时候严禁采用推拉方式而要用旋转方式。参考点的漂移使刀架插入主轴的锥孔,锥面直接撞击定心锥孔,产生异常噪音。

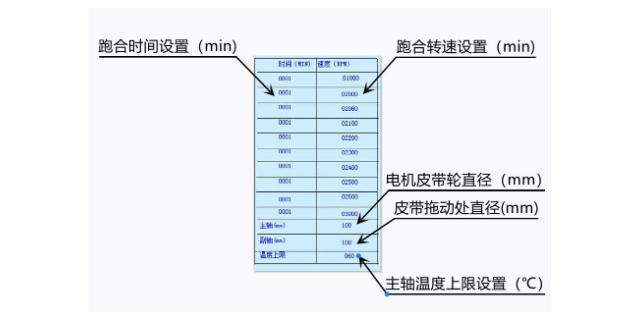
)磨合之前必须清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时必须保证顺时针旋转。5)从主轴电机允许的转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。跑合为使机械零件表面轮廓峰形状变化及零件材料表面加工硬化。福建加工中心主轴跑合机
并可显示轴承温度,同时可精确检测跑合数据,提高了工作效率。加工中心主轴跑合机生产企业
程序主轴电机的磨合实际是非常讲究的,下面是一套主轴电机磨合的基本程序:1)磨合之前清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时保证顺时针旋转。5)从主轴电机允许的低转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。加工中心主轴跑合机生产企业