湖南机床主轴跑合机
经过跑合期后,滑动轴承和轴颈配合不变,主要是耐磨材料在这段时间是正常磨损,磨损率小。到了正常运行阶段,一般不会说跑合性。在轴颈摩擦中跑合是什么意思跑合就是轴在轴承内相对转动了很长时间,有一定的磨损,摩擦系数下降磨合磨损是一种什么磨损在机器装配后使用前,为了使配合件正常稳定运转的一种措施,也称跑合。磨合是一种有意安排的磨损过程。磨合磨损是一种适应性的正常磨损。我们知道,一台新下线的发动机,出厂前都要进行试验调整技术数据的。这里重要的一点,就是保证一定时间的磨合。新车上路,也有前期磨合的问题。为什么,要磨合呢?用俗话说,就是互相还不熟悉,相互磨擦的零部件之间还不太适应。从小劲逐渐加载荷,工作一段时间。叫磨合期磨损,也叫走合期磨损。磨合磨损是一种离合磨损机床主轴 跑合台 高速轴跑合 电主轴高速跑合设备。湖南机床主轴跑合机

THK6380加工中心主轴部件结构图,加工中心主轴主要由四个功能部件构成,分别是主轴、刀具自动夹紧机构、切屑装置和主轴准停装置。其中主轴11的前支承配置了三个高精度的角接触球轴承,用以承受径向载荷和轴向载荷,前面两个轴承大口朝下,后面一个轴承大口朝上。前支承按预加载荷计算的预紧量由圆螺母30来调整。后支承为一对小口相对配置的角接触球轴承,它们只承受径向载荷,因此轴承外圈不需要定位。该主轴选择的轴承类型和配置形式,满足主轴高转速和承受较大轴向载荷的要求。主轴受热变形向后伸长,不影响加工精度。CNC主轴跑合机厂家现货导致机械手插刀时,工具手柄的键槽与主轴之上的定位键不对齐,定位键会损坏。
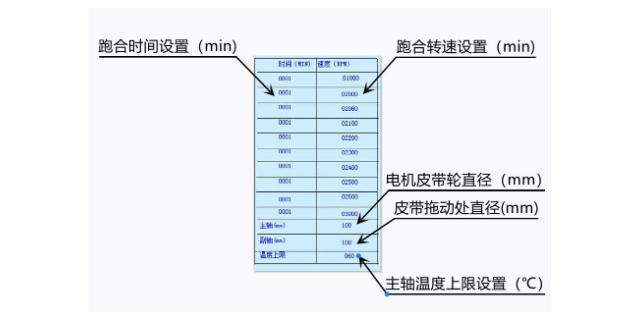
)磨合之前必须清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时必须保证顺时针旋转。5)从主轴电机允许的转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。
由于轴承内有高速油脂,在运输过程中或长时间不使用,油脂状态会改变,通过磨合使油脂纤维沿轴承运转方向顺序排列,可以降低发热,并使轴承得到较好的润滑,从而使主轴电机正常运转。如果不磨合直接高速启动,由于润滑条件不好,就会产生噪音、刺耳的尖叫声、发热等现象,甚至会损伤轴承,降低使用寿命。当电机、维修后的电机开始使用时,或电机使用中出现扎刀的问题时或停机两天以上的时间重新使用时,进行磨合工作!主轴磨合基本检查轴承,寻找磨损或损伤。 检查主轴表面,查找裂纹或缺陷。
1、主轴在开机前将电动主轴连接到油管上,安装时不得将水管和油管连接错。主轴的左右两侧为水管,中间为油管(数控钻铣机床主轴为润滑脂润滑,不建议采用上述方法)。 2、在使用电主轴时,应先连接油雾管点,并清洗管端接头,防止污垢进入轴承内,使轴承烧毁。操作时应看电主轴前端部稍有油雾泄出后,才能启动电主轴,油雾润滑建议采用5号主轴油调节,进油管为20-30滴/分,经常查看不能断油,否则会造成主轴损坏。 3、在操作过程中,主轴在关闭油雾前*停止转动,以延长使用寿命,并说明启动不宜太频繁。 4、在使用电主轴之前,检查砂轮连杆是否同轴。如果不同轴超过0.03mm,则应还砂轮接杆。否则既损坏电主轴,磨削也做不好。在主轴尾端安装有一用于装卡的压力缸,该压力缸通过安装在空心主轴中的拉杆控制安装在主轴前端的装卡装置。河北制造跑合机
加工中心主轴温度标准一般在35-45摄氏度之间,需要根据不同型号和品牌的加工中心具体情况设置。湖南机床主轴跑合机
轴的修复方法有很多,如补焊加工、电刷镀、热喷涂等。。随着现代修复技术的不断出现,我们也可以选择索蕾碳纳米高分子材料技术进行修复。接下来,让我们通过对比分析,找出哪种轴修复方法更好。。1. 补焊机加工:这种方法修复精度高,但存在热应力问题,容易导致轴弯曲变形,可能造成焊接部位出现裂纹,使用过程之中存在轴断裂的风险。。另外,补焊机加工不能对大型设备的轴磨损问题进行在线修复。拆装运输会增加维修成本和维修周期,整体性价比较低。湖南机床主轴跑合机