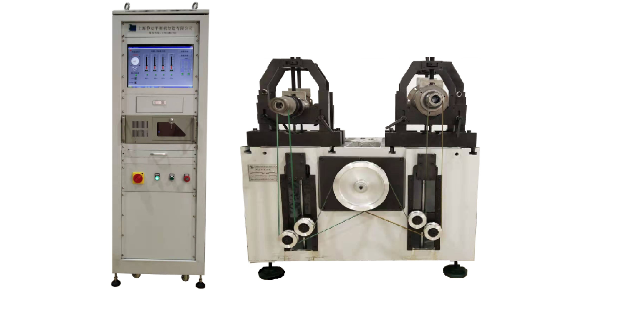
湖南机床主轴跑合机
THK6380加工中心主轴部件结构图,加工中心主轴主要由四个功能部件构成,分别是主轴、刀具自动夹紧机构、切屑装置和主轴准停装置。其中主轴11的前支承配置了三个高精度的角接触球轴承,用以承受径向载荷和轴向载荷,前面两个轴承大口朝下,后面一个轴承大口朝上。前支承按预加载荷计算的预紧量由圆螺母30来调整。后支承为一对小口相对配置的角接触球轴承,它们只承受径向载荷,因此轴承外圈不需要定位。该主轴选择的轴承类型和配置形式,满足主轴高转速和承受较大轴向载荷的要求。主轴受热变形向后伸长,不影响加工精度。“本实用新型涉及一种轴承设备,特别是轴承跑合机。湖南机床主轴跑合机
跑合机
可以看出,刀夹1被夹持的动力主要来自碟形弹簧18的弹力,刀夹1轴向定位的拉紧力主要来自碟形弹簧20的弹力,刀夹1的松开由主轴后端的液压缸提供动力。当液压缸右腔进入液压油时,液压缸中的活塞23向左移动,其左端面首先推动拉杆左移,同时碟形弹簧20被压缩,拉杆9左端的定位套筒7左移(此时固定在主轴11上的定位小轴6因主轴不动而不移动)。由于定位套筒7左移,使钢球4进入套筒3(套筒3也不移动)的大直径部分,使得刀夹1由拉紧状态变成放松状态,而且在拔取刀夹1时,钢球4能径向退让开。当活塞23继续左移时,使左端面外圈与拉套10的右端面接触,且活塞23再向前移动压缩碟形弹簧18并推动拉套10向左移,从而使与拉套10相连的弹赞夹头2同时向左移动而松开,刀夹1即不再受夹紧力,并可从主轴中取出。内蒙古质量跑合机本实用新型具有装卡方便,跑合时施加的压力可精确控制。
一、主轴维修检查方法 1) 利用轴承工作状态监控仪器。 利用轴承工作状态监控仪器来判断轴承的工作状态和决定轴承何时应予报修,这是方便也较可靠的方法。如当使用仪器时,当指针由警告区接近危险区,而在采取改进润滑等措施后指针并未返回时,便可判明是轴承本身的问题,此时可趁尚未进入危险区时,将轴承报修。究竟距危险区多远开始报修,可由经验调整。利用这样的仪器,可以充分利用轴承工作潜力,及时报修,并可避免故障发生,是安全而经济的。
跑合运转的目的是为了使轴承在正式使角前,使其滚子与滚道通过跑合,能具有良好的接触条件,以保持轴承有良好的接触精度,并避免轴承一开始在高速和重载使用时引起滚子与滚道的损坏,从而提高了轴承的寿命和精度。我们杭州轴利科技有限公司是是一家专业从事液压产品的研发生产与销售的公司,如要购买液压产品欢迎联系我们。主轴是否能正常工作是对加工件的质量和生产效率有很大影响的,其中轴承是对主轴组件性能影响比较大的零件。我们杭州轴利科技有限公司生产的液压产品都经过公司的专业团队严格把关故障排除措施:调整霍尔元件的安装位置,并用防松胶紧固,同时调整换刀参考点,更换主轴后端的定位键。
当机械手将使用过的刀具连同刀夹取出后,主轴后端的液压缸活塞中心孔通入压缩空气,经垫圈22的径向孔进入主轴前端弹簧夹头2内,将夹头内的脏物或铁屑吹掉,从而保证弹赞夹头与刀夹接触面的清洁。3、主轴准停装置。主轴11前端装有定位块29,刀夹1插入时,其上的缺口必须与定位块29对准,使定位块正好与刀夹1的缺口相接合,以在切削加工时传递转矩。当机械手抓取刀具及刀夹1时,刀夹1的缺口位置就在机械手中固定,这就要求主轴11上的定位块29每次必须停止在一个相对固定的位置上,这样才能顺利地实现刀具的安装。凸轮27和凸轮28是供主轴准停用的凸轮。3. 定期对设备进行清洗,保持设备清洁,使其延长使用寿命。云南跑合机批发价
原因是主轴的准确停止位置和主轴换刀参考点的漂移有误差。湖南机床主轴跑合机
NC(ComputerNumericalControl)加工中心主轴作为现代制造业中不可或缺的组件,发挥着至关重要的作用。它通过高速旋转和精确控制,为CNC加工中心提供强大的动力和精度,推动着制造业的发展和创新。本文将介绍CNC加工中心主轴的定义、工作原理、关健技术和应用领域,以及其带来的益处。CNC加工中心主轴的定义和工作原理CNC加工中心主轴是指用于驱动刀具进行高速切削和加工的装置。它由电机、轴承、传动系统和冷却系统等组成,能够实现高速、高精度和高刚性的加工。主轴通过电机的转动,将动力传递给刀具,实现对工件的加工。湖南机床主轴跑合机