苏州实验室履带式加热器
内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。SCD绳式远红外电加热器。苏州实验室履带式加热器
将每块加热器的引线根据控温点的划分相应接到控制设备上,引线与控制设备距离不够,可采用专属接长导线接长,然可接到控制设备的输出插座上本公司生产的插座内有凸点。在使用时将插头的平槽对准插座上的凹点插入,然后顺时针拧紧,拧紧后就不会拔出,故使用这种接插件方便可靠。加热器电源线全部接好后,应详细检查有无短路地方、加热器的引线、热电偶的补偿导线是否碰在发热体上。检查完毕通电加热时,先用手动操作控制设备进行试动作,确定无误时即可通电加热。控制设备的使用详阅其使用说明书河北履带式加热器履带式加热器供应商家苏州履带式电加热器。
客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:大功率电热管、烘箱用电热管、电热棒、风道用电加热器、油罐用电加热器、焊接设备用电加热器(哈夫加热器、履带式加热器、绳型加热器)、管道用电热带(硅橡胶加热带、玻璃纤......客户见证:公司专业设计制造加热设备、电加热器、防爆电加热器应用于各大核电站、化工、石油、炼油采油、锅炉用各种类型电加热装置,适用不同领域的使用。
需要重新设计保温工装,热处理控温难度进一步增大。通过对世界比较大塔器合拢焊缝局部热处理前后的应力进行测试,发现采用传统的局部热处理方式热处理前后应力变化不大,进一步证明了现有热处理存在的问题,成为我国核电、石化等国家重大工程迫切需要解决的难题。除此之外,在桥梁、造船、重型机械等领域,对于平板结构有着普遍的应用,其局部热处理也是一项关键技术。综上所述,随着石化服役环境进一步恶化,核电设计寿命达60年,对可靠性要求极高,对焊接制造提出了极大挑战,消除焊接残余应力成为提高寿命的关键因素。目前的主要矛盾是:一是焊接接头微观组织不均匀,内部存在微观缺陷,如元素偏析或金属化合物(如碳化物和δ相),产生微观应力集中,为晶间应力腐蚀开裂提供了驱动力;二是局部热处理难以消除焊接残余应力,在焊接接头内表面产生压缩应力更是难上加难,无法解决焊接接头应力腐蚀开裂的问题。因此,需要发展基于残余应力调控的制造技术,消除微观、宏观残余应力,实现组织均匀,同时在接头内表面产生压缩应力,即微观组织调控和宏观压缩残余应力调控,解决应力腐蚀开裂的问题。技术实现要素:基于上述背景技术,本发明提供了一种全新的局部热处理方法。LCD型履带式电加热器。
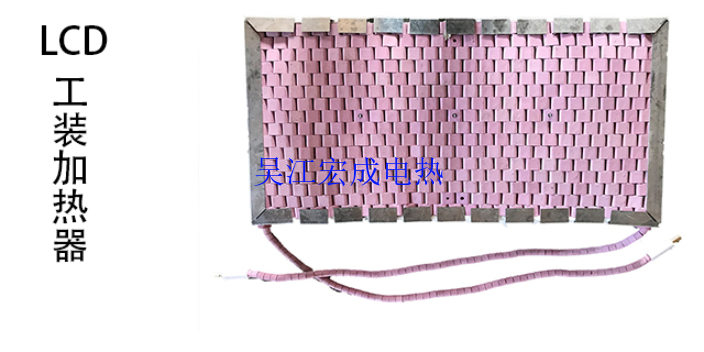
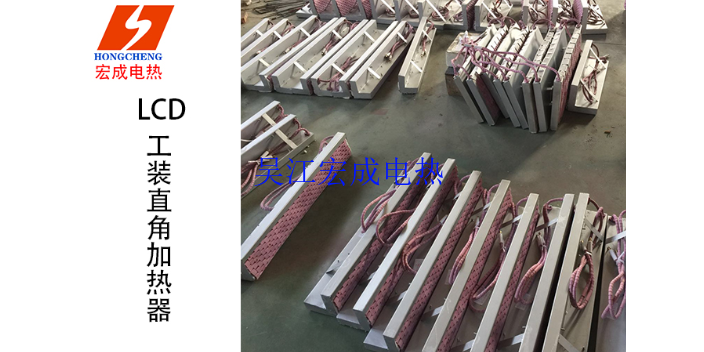
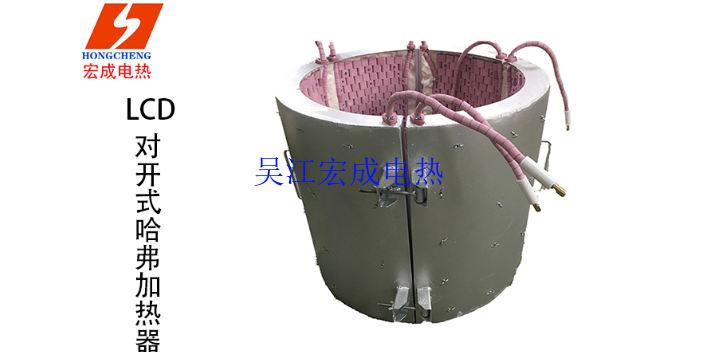
SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述吴江宏成电热设备有限公司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用优良耐高温镍铬丝和高质量高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1400℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折的极限直径约60mm,能满足60mm--300mm左右的各种管道热处理。直角型加热片可以配套DWK、ZWK、CWK、WCK等系列温度控制箱使用。技术参数:1,使用电压:220V2,长度:1000mm3,宽度:120mm*24。lcd型履带式陶瓷电加热器。浙江工业履带式加热器产品介绍
管道热处理的加热器。苏州实验室履带式加热器
二.确定副加热带的热处理工艺副加热带的热处理工艺参数包括副加热带中心位置距主加热带的距离(wdcb)、副加热带最高温度(ta)和副加热带宽度(wahb);步骤3.副加热带中心位置距主加热带的距离(wdcb)的确定建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数,查看热处理保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置wdcb,产生压应力的中间位置wdcb距离焊缝中心为wphb上述技术方案中,通过建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数。查看热处理前后热处理消除残余应力的效果,以优化热处理工艺参数。待得出优化后的热处理工艺参数后,查看热处理过程中尤其保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置。对于补强板焊缝、合拢焊缝等的局部热处理,产生压应力的区域距离焊缝中心为wphb步骤4.副加热带最高温度(ta)的确定在步骤3所确定的副加热带的中心wdcb位置,先假设副加热带的宽度为主加热带的宽度,比较不同保温温度下热处理后应力的分布情况,从而确定副加热带最高温度ta;进一步地。苏州实验室履带式加热器
上一篇: 苏州进口履带式加热器
下一篇: 苏州制造履带式加热器供应商家