重庆铝锻解决方案
SPR型螺旋压力机的特点使其能胜任在同一个设备上进行预锻和终锻的偏心锻造的要求,整个生产线的投资较低,灵活应用于各种产品以便实现的利润。配备单台螺旋压力机的生产线工艺布局其生产节拍可以达到12秒。VPE型切边液压机VPE型液压机配备伺服直驱液压系统,滑块和工作台的开口距离很大,可以适用切边/精压及自动化组合等多种工艺要求,VPE型液压机的灵活性非常强,可以根据不同零件的工艺要求进行定制化制造。机器人及自动化提供所有工艺单元和自动化的连线和集成。我们已经为生产线配备全新的“在线虚拟服务系统”如图8所示,缩短了客户现场的调试运行时间,并在生产线以后的运行过程中提供快捷和实用的“终身”服务。作为工业的实际应用,已经成功地在近投产的几条生产线的开发、设计、建造和调试阶段,通过边缘和云计算对生产线“内部”和“外部”的数据进行收集、运算和模拟。这可以让客户在生产线规划初期,通过虚拟世界体验和感受生产线的运行和生产情况,避免很多潜在的错误和问题,并缩短生产线的交付和调试时间。很难想象这样一条庞大和复杂的铝合金锻造生产线,在客户工厂处只需要约两个月的时间就可以完成组装、调试和锻件试生产的所有工作。哪家公司的铝合金锻造是有质量保障的?重庆铝锻解决方案
半齿轮509的后端面转轴处通过皮带与齿盘507转动相连,齿盘507通过皮带可以带动半齿轮509进行转动,半齿轮509的前端面加工有圆杆,半齿轮509通过圆杆可以带动齿牙板511上的长杆进行移动,第三横板501的前端面左侧固接有凹形板510,凹形板510的内侧加工有2个滑槽,凹形板510的滑槽处安装有齿牙板511,齿牙板511的前后端面均加工有滑块,齿牙板511的前后端面滑块处外壁与凹形板510的滑槽处外壁间隙配合,齿牙板511可以在凹形板510的滑槽处进行移动,齿牙板511的右侧上方加工有长杆,齿牙板511与半齿轮509相互啮合,半齿轮509可以带动齿牙板511进行移动,齿牙板511的下表面固接有压板512,通过压板512可以对工件进行下压,半齿轮509与齿牙板511的啮合比为1:1,第三竖板505与第三横板501相互垂直。当操作人员需要使用智能锻造生产线时,首先操作人员拉动把手304,通过把手304带动竖杆303进行移动,竖杆303对弹簧305进行挤压,将需要进行锻造的工件放置到弧形板302上,松开把304手,通过弹簧的弹力性能使竖杆303上的挡块对工件进行抵紧,转动第二把手307,通过第二把手307带动螺纹杆306进行转动,使螺纹杆306通过挡块对工件进行抵紧,这样便达到了防止工件跑偏的目的。南京铝锻联系人昆山市全顺铝合金锻造有限公司致力于提供铝合金锻造 ,有想法的可以来电咨询!

铝锻件是金属在施加压力,颠末塑性变形塑造请求的形状或合适的收缩力的物件。这类气力典范的颠末使用铁锤或压力来实现。铸件历程建筑了精巧的颗粒构造,并改进了金属的物理属性。零部件的幻想使用中,一个正确的想象能使颗粒流在主压力的标的目的。金属热处理的加热方法很多,早是采用木炭和煤作为热源,进而应用液体和气体燃料。电气应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。下面我们一起来了解一下铝锻件热处理中淬火及退火的目的及功效。一、淬火目的及用途:1、提高零件的强度并保持高的塑性。2、提高100℃一下工作铝铸件的耐腐蚀性;用于受动荷载冲击作用下的铝铸件。说明:当铝铸件要求获得强度时,铝铸件从淬火后到机械加工前,至少需要保存4昼夜。T4亦表示淬火并自然时效,淬火温度约为500~535℃,铝镁系合金淬火温度约为435℃。二、退火目的及用途:1、消除铝铸件的铸造应力和机械加工过程中引起的加工硬化。2、提高塑形。用于要求使用过程中对尺寸要求很稳定的铝合金铸造件。适用铸造铝合金ZL101,ZL102。说明:退火温度大约是280~300℃,保温2~4h。
谈锻造镁合金的优势:1.其他答案中提到的降低簧下质量所带来车身重量降低,以及随之而来的好处—更高的燃油效率,即省油,以及更高的加速与制动性能。2.锻造方法中铝材并未经过固体-液体-固体的形态变化,避免了杂质的沁入和分子结构的反复变化导致的密度降低,以及模具成型方法所难以避免的疏松、气孔等缺陷。所以相比于铸造轮毂,锻造轮毂的分子结构更紧密、其强度更高,分子间隙小,同样尺寸的轮毂所使用的材料更少,所以质量更轻。3.高减振特性:镁合金材料具有较高的阻尼系数,是铝合金的15倍,钢的60倍。阻尼系数越大,振幅衰减越快,减振性能越好。使用镁合金轮毂可减少汽车引擎、悬吊托架及变速箱的震动,提高其使用寿命;同时也提高了汽车行驶过程中的平稳性、安全性和舒适性。4.美观。这一点见仁见智,但普遍来说由于2中所述的锻造轮毂度的特点,使其在造型上可以选择更简洁、纤细的造型,锻造镁合金轮毂虽好,但也有其局限:1.不耐腐蚀。由于镁合金本身不耐腐蚀的特性,导致镁合金轮毂在制造过程中对防腐工艺的要求很高。2.锻造方式的低成品率和高企的锻造机器价格(德国锻压机500万欧元),导致锻造轮毂高昂的价格(2000美金一只,重力铸造130美金。铝合金锻造有哪些注意事项?

是设计制造各种工业电炉、热处理设备的生产厂家,本公司在一般常规电阻炉的基础上开发了更新的环保型、智能型、高效节能型电阻炉、燃油炉、燃气炉、窑炉。公司占地面积二十亩,制造车间建筑面积六千多平方,产品以通过了lSO9001-2008国际质量体系管理认证,各项指标严格参照我国现行的热处理炉及窑炉技术标准执行。我们与数家科研院、校、热处理工程师建立了合作关系,为用户从售前咨询、售中设计、售后调试实施全程服务。主要产品有铝合金热处理炉,连续式隧道炉,网带炉、台车炉、钎焊炉、推杆炉,真空炉、井式炉、各种节能型箱式炉、罩式炉、回火炉、退火炉、淬火炉、井式氮化炉、井式渗碳炉、可顷式旋转炉、盐浴炉、空气发蓝炉,盘式片烧蚀炉,时效炉,加热炉,熔化炉,保温炉,不锈钢光亮热处理生产线等。本公司现有十多个系列,一百余种新型环保节能炉型。并可根据用户不同产品和要求。铝材锻造 ,就选昆山市全顺铝材锻造有限公司,用户的信赖之选。新疆消防安全配件铝锻
昆山市全顺铝材锻造有限公司为您提供铝材锻造 。重庆铝锻解决方案
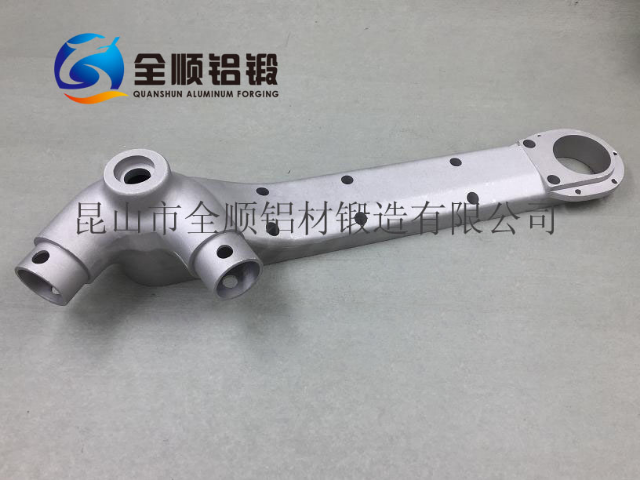
为了达到汽车减重的效果,发达国家不断加大对铝合金锻造材料及其工艺的研发力度,铝合金具有密度小、比强度高、加工性好等优点,近几年铝合金锻件的应用增速迅猛。高性能和形状复杂的铝合金锻件也对铝合金锻造企业提出了更高的要求。开发建造了多条全自动和半自动的铝合金锻造生产线,典型的铝合金锻件轻量化已经成为汽车产业发展的重要方向和必然趋势,在汽车的底盘悬挂部分(铝合金控制臂锻件和铝合金转向节锻件)如图1所示,得到了很好的应用。转向节是连接轮毂和悬架控制臂,承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向,确保汽车稳定行驶并灵敏传递行驶方向。在汽车行驶状态下,转向节需要承受着复杂多变的载荷工况。因此,对转向节的刚度和强度与安全系数,有着很高的要求。选用铝合金作为加工制造转向节的材料,一方面可以减轻汽车重量,提高燃油经济性的优化。另一方面铝合金锻件的产品性能要远远优于其他产品。图1典型的铝合金锻件铝合金锻件的生产工艺特点铝合金锻件的生产工艺环节包括:坯料下料自动上料加热制坯预成形及压弯预锻和终锻切边固溶时效处理及后处理。欧洲的模具材料采用,国内多采用H13;悬挂件铝合金锻件原材料采用6082、6110等。重庆铝锻解决方案
上一篇: 辽宁电气配件铝合金锻造
下一篇: 湖南铝材锻造新报价